

Правила безпеки та поведінки в шкільній майстерні

______
2024-2025 навчальний рік
ІІ семестр
Проєкт№4. Свічник або предмет інтер’єру
Основна технологія: технологія ручної обробки деревини.
Додаткові технології: технологія ручної обробки ТЛМ, технологія обробки фанери, технологія механічної обробки деревини.
1. Організаційно-підготовчий етап
Завдання та планування проектної діяльності


Порода деревини
Порода деревини сосни вважається однією з найдоступніших і найпопулярніших для виготовлення проєктів. Поряд із зовнішньою привабливістю, вона поєднує цінову доступність і відносну зручність при переробці. На ринку пиломатеріалів найчастіше можна купити дошку, брус.Сосна – це ядрова хвойна порода деревини, яка росте у великій кількості на території Європи, Азії та Америки. Залежно від клімату, сосна може незначно відрізнятися за текстурою та технічними характеристиками. І ці відмінності сильно позначаються на ціні заготовок та кінцевих виробів.
Швидкоросле дерево сосни багате на смоли, які надають природний блиск деревині. Стовбури дерев переважно рівні, без сучків та вигинів. Це цінується у деревообробництві – менше відходів виробництва.Текстура породи груба, з дрібною зернистістю, є яскраво-виражений природний блиск. Пори розташовані рівномірно, присутні рясні смолянисті вкраплення. Колір ядра – жовтий і навіть червонуватий. При зберіганні та сушінні порода темніє. Світло-жовті тони набувають золотистого відтінку. А світло-червоні породи пізнішої деревини – червонувато-коричневий відтінок. 2. Конструкторський етап
Порода деревини

Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Оздоблення деревиниРізьблення по дереву (різьба по дереву) - це художнє вирізання зображень або візерунків, які виконуються на дерев'яних виробах. З деревини можна вирізати плоскі чи об'ємні елементи, які додають виробу незвичайної форми та рельєфу.
 Геометричне різьблення по дереву є найпростішим та виконується за допомогою лише одного інструменту - косого ножа. Для різьблення добре підходять м'які та відносно тверді породи з рівномірною щільністю: липа, вільха, кінський каштан, береза. Найкращою деревиною для початківців є липа. Не дуже підходять для геометричного різьблення хвойні породи.
Геометричне різьблення по дереву є найпростішим та виконується за допомогою лише одного інструменту - косого ножа. Для різьблення добре підходять м'які та відносно тверді породи з рівномірною щільністю: липа, вільха, кінський каштан, береза. Найкращою деревиною для початківців є липа. Не дуже підходять для геометричного різьблення хвойні породи. Основними елементами такого різьблення по дереву є прості геометричні фіґури: трикутники, ромби, квадрати, багатогранники.
Основними елементами такого різьблення по дереву є прості геометричні фіґури: трикутники, ромби, квадрати, багатогранники.
Контурне різьблення по дереву використовується для виділення контуру зображення за допомогою тонкої поглибленої двосторонньої виїмки. Таким чином виходить природний малюнок, при цьому частіше зображують листя, квіти, плоди, дерева, тварин та птахів.

Пірографія - це комбіноване випалювання малюнку лініями найчастіше на поверхні дерева, за допомогою розпеченого штампа, пера або іншого гострого металевого предмету. Походить з грецької мови, що в перекладі означає писання вогнем. Для пірографії підходять краще тверді породи деревини: волоський горіх (світліша частина), клен, береза та інші.

Інструктаж з охорони праці
Для успішного виконання всіх трудових завдань у майстернях треба добре засвоїти й акуратно виконувати правила безпечної роботи.1. Перевірити, чи правильно надітий спецодяг. Старанно підібрати волосся.2. Перевірити стан робочого місця, наявність і справність інструментів.3. Не залишати робоче місце без дозволу вчителя.4. З інструментами й матеріалами поводитись обережно.5. Під час роботи не розмовляти, не заважати працювати іншим.6. Не крутити без потреби ручки й важелі верстатів і верстаків, без дозволу вчителя не вмикати електричні прилади й устаткування.7. Не складати на робочому місці непотрібні саме тепер інструменти й матеріали.8. Роботу можна виконувати тільки справними інструментами.9. Прибирати робоче місце щіткою (не можна здмухувати або змітати руками тирсу).Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
Як розрізати заготовку рівно на частини
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Різьблення по дереву (різьба по дереву) - це художнє вирізання зображень або візерунків, які виконуються на дерев'яних виробах. З деревини можна вирізати плоскі чи об'ємні елементи, які додають виробу незвичайної форми та рельєфу.



Контурне різьблення по дереву використовується для виділення контуру зображення за допомогою тонкої поглибленої двосторонньої виїмки. Таким чином виходить природний малюнок, при цьому частіше зображують листя, квіти, плоди, дерева, тварин та птахів.


Інструктаж з охорони праці
Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
Як розрізати заготовку рівно на частини
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
__________
Стильний аксесуар
 Завдання та планування проектної діяльності
Завдання та планування проектної діяльності
Стиль — це сукупність характерних ознак, особливостей, властивих чому-небудь. Стильним може бути масовий виріб. Але більше всього цінуються якісні, саморобні стильні предмети. Оригінальність виробу вказує на смак, творчість та практичні уміння особистості. Значну кількість стильних предметів, в тому числі аксесуарів, можна зробити ручними інструментами з доступних матеріалів.
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Для реалізації навчального проекту необхідно розбити його на частини та визначити скільки часу необхідно на виконання проекту в цілому та на його частини.

Вимоги до виробу
До виробу необхідно висунути ряд вимог, які допоможуть нам його сконструювати, виготовити та оцінити.
Орієнтовний перелік вимог: функціональність, безпечність, зручність, якість виготовлення, естетичність, оригінальність, міцність з’єднань, технологічність, економність, екологічність тощо

Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.

Інформація до проекту
Поняття про безвідходне виробництвоБезвідходне виробництво деревини — це концепція, яка передбачає максимально ефективне використання всіх ресурсів у процесі обробки деревини, зменшуючи відходи до мінімуму. Основна мета — зберегти природні ресурси та зменшити негативний вплив на навколишнє середовище.
Приклади використання відходівДеревні стружки та тирса:Використовуються для виготовлення пелет (екологічного пального).Можуть бути застосовані в якості добрива для покращення ґрунту.
Деревина, що залишилася після обробки:Виготовлення фанери або ДСП (деревинно-стружкових плит).Використання для виробництва меблів або декоративних елементів.
Гілки та коріння:Можуть бути подрібнені та використані як мульча (поверхневе укриття ґрунту) для садів або парків.Використання в біомасових генераторах для виробництва енергії.
Кора дерев:Застосування для виготовлення кормів для тварин.Використовується у ландшафтному дизайні як декоративний елемент.
Ці методи допомагають зменшити відходи та сприяють сталому розвитку лісової галузі.
Сучасні технології опорядження деревини
Для створення та підкреслення природньої краси виробів з деревини широко використовуються опоряджувальні матеріали, в основі яких є натуральні олії та воски. На відміну від лаків, які створюють плівку на поверхні виробу і надають поверхні деревини штучного, пластикового вигляду.У виробництві олій застосовують переважно лляну та тунгову олії, а також бджолиний та карнаубський воски. Покриття, що отримують за допомогою олій еластичні і в міру тверді. Деревина, покрита олією, дихає завдяки тому, що деревні пори відкриті і всі накоплені пари виходять на зовні. А це дозволяє зберегти верхній шар покриття без видимих дефектів. Якщо ж волога накопичується під лаком, він починає тріскатись і лущитись. Крім того, олія не просто висихає, а полімеризується, тобто відбувається хімічна реакція між молекулами олії і киснем, що міститься у повітрі (реакція окиснення). Висихання олійного покриття завжди починається з верхньої частини шару, який безпосередньо контактує з повітрям, а потім продовжується в глибині покриття. Чим товстішим є нанесений шар, тим більше часу потрібно для проходження реакції окиснення та висихання покриття.Олію рекомендується наносити у якості покриття на екзотичні породи деревини, які містять велику кількість природних олій чи смолу у своїй структурі, або стоїть завдання максимально виділити текстуру деревини.Тунгову олію отримують з горіхів тунгового дерева, яке походить з Китаю, але зараз вирощується і в інших країнах. Вона є блідішою за лляну олію, проте не жовтіє з часом, як лляна олія, і є твердішою за неї після полімеризації.Олія з вмістом воску також захищає деревину від вологи та забруднень, а воски, що входять у склад олії, дозволяють отримати покриття натурального вигляду, яке буде більш м’яке на дотик і матиме виражений матуючий ефект.Карнаубський віск (бразильський віск, пальмовий віск) - віск з листя пальми, що зростає в північно-східних штатах Бразилії.На відміну від бджолиного воску, який вже при + 35°C стає пластичним, а плавиться при +62 ... + 68°С, карнаубський віск - найтвердіший і тугоплавкий. Плавиться в інтервалі від +83 ... + 91°С. Поставляють його зазвичай у вигляді жовтих пластівців. Для більшої зручності і кращої якості нанесення на дерев'яні поверхні, використовують так звані воскові мастики на основі лляної олії.
Банк ідей та його аналіз
До стильних аксесуарів можна віднести цілий ряд предметів:
- галстук-метелик
- футляр для ключів
- корпус для флеш пам’яті
- картхолдери…
Які ще предмети можна віднести до аксесуарів? Картхолдер (футляр для карток та грошей)





Футляр для ключів (кейхолдер)



Корпус флешки



 Галстук-метелик
Галстук-метелик










































Ручка для письма










________________
2. Конструкторський етап.
Проєціювання (повторення)
Утворення зображення предмета на кресленні уявними проєціюючими променями називають проєціювання.
Утворене методом проєціювання зображення вигляду предмета на площині називають проекцією.


Виконувати за планом проєкту.
Виконати ескіз обраного виробу з врахуванням вимог
Зразки креслеників/ескізів деталей виробу
Галстук-метелик
 _____Картхолдер
_____Картхолдер
______
Корпус для флешки
 _____
_____
Футляр для ключів (кейхолдер)




____Ручка для письма
Виконати ескізи деталей обраного виробу. Як наносити розміри тут.
Записати перелік заготовок.
3. Технологічний етап
Відомості про деревину
Механічні властивості деревини
Виготовлення спецрубанка та ручки кулькової
У таблицю (у плані виконання проєкту) записати технологічні операції та інструменти з обладнанням.
Орієнтовний список технологічних операцій:- розмічання- пиляння- стругання- обпилювання- свердління- шліфування-оздоблення- тонування- опорядження.Для кожного виробу розробляється свій технологічний процес. може бути змінений порядок деяких технологічних операцій. Деякі операції можуть повторюватися.
Згадати про ручну обробку деревини можна на вкладці "7 клас".
4. Заключний етап
Що нового ти дізнався під час виконання проєкту?
Якими термінами ти збагатив свій словниковий запас?

Виготовлення спецрубанка та ручки кулькової
І семестр
Інформація до проєкту №2
Проєктування виробу
Механічні властивості
Для конструкцій виробів та технології виготовлення необхідно враховувати комплекс механічних властивостей: міцність, твердість, пружність, пластичність. Міцність – це здатність металу не руйнуватися під дією навантажень. Міцність металевого виробу залежить від розмірів, форми, положення та навантаження. При перевищенні межі міцності виріб може зруйнуватися. Межу міцності визначають, випробовуючи спеціально виготовлені зразки на розтяг на розривній машині.
Міцність – це здатність металу не руйнуватися під дією навантажень. Міцність металевого виробу залежить від розмірів, форми, положення та навантаження. При перевищенні межі міцності виріб може зруйнуватися. Межу міцності визначають, випробовуючи спеціально виготовлені зразки на розтяг на розривній машині.
Твердість – це здатність матеріалу протидіяти проникненню іншого предмета. Чим більша різниця в твердості матеріалу та інструменту, тим легше обробляється матеріал та довше працює інструмент без перезагострення.
Пружність — це здатність предмета відновлювати свою форму після припинення дії докладеної сили. Пружини різної форми та призначення є досить пружними, тому вони довго працюють на розтяг, стискання, скручування тощо.
Пластичність — це властивість металу легко згинатися, змінювати свою форму під дією докладених сил. Багато виробів з металів виготовляють за допомогою пластичної деформації: кування, штампування, витягування тощо.

Види сталей
Сталь - це сплав заліза з карбоном. Вона містить 0,05-2,14 % карбону та інші домішки, такі як силіцій, манган, сульфур, фосфор тощо. Сталь має велику міцність, твердість, ковкість, в'язкість, добре обробляється різанням і зварюванням. Виготовляючи вироби зі сталі, можна застосовувати найрізноманітніші технології.
Властивості сталей значною мірою залежать від домішок у їхньому складі. Основною домішкою є карбон. Від його вмісту залежать механічні властивості сталі. Якщо збільшується вміст карбону, зростає міцність, твердість, опір деформуванню і зменшується пластичність сталі. За хімічним складом конструкційні сталі поділяють на вуглецеві та леговані, а за якістю - на сталі звичайної якості, якісні й високоякісні. За призначенням виділяють сталі конструкційні, інструментальні та спеціального призначення.
В різних країнах є свої стандарти на маркування сталей. В нашій країні поки що використовується радянська система. Вона в багатьох випадках є зручною і в марці сталі зашифрований орієнтовний хімічний склад.
Сталь звичайної якості має невисоку міцність. Використовують її для виготовлення порівняно невідповідальних деталей: заклепок, шайб, болтів, гайок, труб, будівельних конструкцій.
Конструкційні вуглецеві сталі звичайної якості маркують літерами Ст і порядковим номером від 0 до 7 залежно від хімічного складу і механічних властивостей. Основні марки вуглецевих сталей звичайної якості: Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6, Ст7. Хімічний склад визначають за довідником.
Вуглецева якісна сталь міцніша від сталі звичайної якості. Використовують її для виготовлення деталей, до яких ставлять підвищені вимоги за механічними властивостями.
Марки якісних вуглецевих сталей позначають двома цифрами: 08, 10, 15, 20, 45 і так далі до 65. Число вказує вміст карбону у сотих частинах відсотка. 20 – містить карбону приблизно 0,20 %, 45 - 0,45 % карбону.
До інструментальних сталей належать ті, що містять понад 0,65 % карбону. Інструментальні сталі за хімічним складом бувають вуглецеві, леговані.
Вуглецеві інструментальні сталі мають високу міцність, твердість після термічної обробки, теплостійкість при нагріванні металів до 200...250 °С і зносостійкість. Такі сталі застосовують для виготовлення свердел малого діаметра, розверток, мітчиків, плашок, зубил, напилків, полотен для ножівок, молотків та інших інструментів.
Вуглецеву інструментальну сталь маркують літерою і числом, яке вказує десяті частини відсотка карбону. Наприклад У8 – якісна інструментальна сталь, карбону приблизно 0,8%. Літера А наприкінці маркування вказує те, що сталь високоякісна. Літера Г наприкінці маркування вказує на підвищений вміст мангану (приблизно 1%). Основні марки карбонових інструментальних сталей такі: У7, У8, У8Г, У9 і так далі до У13. Сталь У10ГА – це високоякісна інструментальна сталь з підвищеним вмістом мангану.
Еталонними вважаються інструментальні вуглецеві (1,1-1,4%С) сталі фірми Hitachi, в яких міститься менше шкідливих домішок, що впливають на якість сталі. Такі сталі добре підходять для ріжучих частин ручних інструментів.
Леговані сталі крім вуглецю містять інші метали, які надають їм специфічних властивостей. Виділяють низьколеговані сталі (легуючих домішок до 2.5% включно), середньолеговані (легуючих домішок від 2.5% до 10%) і високолеговані (легуючих домішок понад 10%). З легованих конструкційних сталей виготовляють парові баки, турбіни, підшипники, деталі підвищеної міцності тощо.
Леговані інструментальні сталі застосовують для виготовлення інструментів для верстатів, що дозволяє обробляти конструкційні матеріали швидше і якісніше.
Практична робота. Бланк роботи
Різь. Види та системи
За напрямом гвинтової лінії різі поділяють на праві її ліві. Гайка з правою різзю загвинчується за годинниковою стрілкою, з лівою - навпаки. Ліва різь застосовують у деталях, що обертаються, але потрібно запобігти самовідгвинчуванню під дією обертання та в деяких інших випадках. Профілем різі називається переріз її витка площиною, що проходить через вісь циліндра або конуса, на якому нарізано різьбу. За формою профілю різі поділяють па трикутні, прямокутні, трапецоїдні, упорні (профіль у вигляді нерівнобічної трапеції) її круглі.
Профілем різі називається переріз її витка площиною, що проходить через вісь циліндра або конуса, на якому нарізано різьбу. За формою профілю різі поділяють па трикутні, прямокутні, трапецоїдні, упорні (профіль у вигляді нерівнобічної трапеції) її круглі.
Для нарізування різі важливо знати основні її елементи: крок, зовнішній і внутрішній діаметри і форму профілю різі. Кроком різі S називають відстань між двома однойменними точками сусідніх профілів різьби, виміряну паралельно осі різі.
Кроком різі S називають відстань між двома однойменними точками сусідніх профілів різьби, виміряну паралельно осі різі.
Зовнішній діаметр d — найбільша відстань між крайніми зовнішніми точками, виміряна в напрямі, перпендикулярному до осі різі.
Внутрішній діаметр d1 — найменша відстань між крайніми внутрішніми точками різі, виміряна в напрямі, перпендикулярному до осі.
Залежно від системи розмірів різі поділяють на метричні, дюймові, трубні тощо. У метричній різі кут трикутного профілю дорівнює 60°, зовнішній діаметр і крок різьби виражаються в міліметрах. Приклад позначення: М8х0,5 (перше число — зовнішній діаметр, друге — крок). Великий крок різі не позначають, вказують лише дрібніші кроки.
У метричній різі кут трикутного профілю дорівнює 60°, зовнішній діаметр і крок різьби виражаються в міліметрах. Приклад позначення: М8х0,5 (перше число — зовнішній діаметр, друге — крок). Великий крок різі не позначають, вказують лише дрібніші кроки.
У дюймовій різі кут трикутного профілю дорівнює 55° (Великобританія) або 60° (США), діаметр різі виражають у дюймах, а крок — числом ниток на один дюйм (1 дюйм = 25,4 мм). Приклад позначення: 1"-8 (зовнішній діаметр різі 1 дюйм, або 25,4 мм, 8 витків (ниток) на довжину 1" (25,4 мм)).
Технологія нарізування різей Для виробництва штучних виробів та ремонтних роботах різі нарізують вручну. При ручній обробці металів внутрішню різь нарізують мітчиками, а зовнішню — плашками.Мітчик складається з робочої частини і хвостовика. Робоча частина — це гвинт з кількома поздовжніми канавками. Вона призначена для безпосереднього нарізування різьби. Робоча частина, в свою чергу складається із забірної (різальної) і напрямної (калібруючої) частин. Забірна частина виконує основну роботу при нарізуванні різьби і виготовляється звичайно у вигляді конуса. Калібруюча частина, як видно з самої назви, направляє мітчик і калібрує отвір..jpg)
Поздовжні канавки призначені для утворення різальних пер з різальними кромками і розміщення стружки у процесі нарізування різьби. Хвостовик призначений для закріплення мітчика в патроні або в воротку під час роботи. Для нарізування різьби великого розміру ручні (слюсарні) мітчики звичайно виконують у комплекті з трьох штук. Першим і другим мітчиками нарізують різьбу попередньо, а третім надають їй остаточних розмірів і форми. Номер кожного мітчика в комплекті позначено числом рисок на хвостовій частині..jpg) Існують комплекти з двох мітчиків: попереднього (чорнового) і чистового. Чорновий (перший) мітчик зрізає основний матеріал, чистовий (другий) - зрізає решту матеріалу та надає остаточних розмірів.
Існують комплекти з двох мітчиків: попереднього (чорнового) і чистового. Чорновий (перший) мітчик зрізає основний матеріал, чистовий (другий) - зрізає решту матеріалу та надає остаточних розмірів.
Для швидкого нарізування різей на верстатах використовують спеціальні комбіновані мітчики. Ними за один прохід верстата відразу свердлиться отвір, нарізується різьба та навіть виконується фаска. Виготовляють мітчики з вуглецевої, легованої або швидкорізальної сталі. Для обертання мітчика його вставляють квадратною частиною хвостовика в вороток.
Виготовляють мітчики з вуглецевої, легованої або швидкорізальної сталі. Для обертання мітчика його вставляють квадратною частиною хвостовика в вороток. Кругла плашка — це суцільне або розрізане кільце з різзю на внутрішній поверхні і канавками, призначеними для утворення різальних кромок і виходу стружки. Виготовляють плашки з тих самих матеріалів, що й мітчики.
Кругла плашка — це суцільне або розрізане кільце з різзю на внутрішній поверхні і канавками, призначеними для утворення різальних кромок і виходу стружки. Виготовляють плашки з тих самих матеріалів, що й мітчики..jpg) Круглі плашки при нарізуванні різі закріплюють у спеціальному воротку — плашкотримачі.
Круглі плашки при нарізуванні різі закріплюють у спеціальному воротку — плашкотримачі.
Різі на підприємствах при виробництві деталей нарізують на спеціальних різьбонарізних верстатах різної конструкції.
Також різі часто нарізають на токарно-гвинторізних верстатах за допомогою різців. Нарізування різей на таких верстатах є додатковою опцією, основне завдання - виготовлення деталей методом обертання зі зняттям стружки (точіння).
При масовому виробництві кріпильних виробів різь накатують за допомогою роликів на спеціальних верстатах або за допомогою різенакатувальних головок. Така різь має гладку поверхню та більшу твердість, що збільшує строк її експлуатації.
____






.jpg)
.jpg)



.jpg)




__________________________
Проєкти №1-2. Деталі для пристосувань та інструментів.
Пристосування для майстерні
Основна технологія: ручна обробка сортового прокату.___
1. Організаційно-підготовчий етап
1.1 Обґрунтування вибору проектуБагато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3.1 Банк ідей струбцин
 Аналіз банку ідей (зразок)
Аналіз банку ідей (зразок)
2 - відповідає
1 - частково відповідає0 - не відповідає
Висновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.3.2 Банк ідей баранчикових гайок
 1.3.3 Банк ідей пристосувань для стискання ручного лобзика
1.3.3 Банк ідей пристосувань для стискання ручного лобзика

1.4 Інформація до проєкту.
Інструмент — це технологічне оснащення (знаряддя ), яке в процесі праці безпосередньо стикаються з предметом праці з метою зміни чи контролю його форми, стану, властивостей тощо.
Пристосування - допоміжне обладнання, що використовується з інструментами з метою покращити якісні показники виконання технологічної операції (точність, швидкість виконання, повторюваність, безпечність тощо).
Моделі-аналоги виробу
Подібні за призначенням вироби називають виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які використовують для ознайомлення з різноманіттям конструкцій, форм та особливостей виробу, що необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - це спосіб отримання такої конструкції виробу з комбінації елементів, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування (зразок)
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Багато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3.1 Банк ідей струбцин


2 - відповідає
0 - не відповідає
Висновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.3.2 Банк ідей баранчикових гайок


1.4 Інформація до проєкту.
Інструмент — це технологічне оснащення (знаряддя ), яке в процесі праці безпосередньо стикаються з предметом праці з метою зміни чи контролю його форми, стану, властивостей тощо.
Пристосування - допоміжне обладнання, що використовується з інструментами з метою покращити якісні показники виконання технологічної операції (точність, швидкість виконання, повторюваність, безпечність тощо).
Моделі-аналоги виробу
Подібні за призначенням вироби називають виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які використовують для ознайомлення з різноманіттям конструкцій, форм та особливостей виробу, що необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - це спосіб отримання такої конструкції виробу з комбінації елементів, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування (зразок)
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Конструкційні металеві матеріали
Розвиток сучасних технологій та виробництва значною мірою залежить від використання металів.Метал - це чиста речовина, що має блиск, теплопровідність та електропровідність.Металами є прості речовини більшості хімічних елементів (приблизно 80 % елементів періодичної системи елементів). Найпоширенішим хімічним елементом-металом у земній корі є алюміній.
Метали та їх сплави принципово відрізняються від неметалів тим, що у твердому стані вони мають кристалічну будову. Їхні атоми розміщуються у строго визначеному порядку, утворюючи кристалічну ґратку. Кожен метал має власну кристалічну ґратку.
Незважаючи на велику кількість металів та різноманіття їх властивостей, цього недостатньо для вирішення багатьох технологічних завдань. Тому метали змішують між собою та додають інші речовини, надаючи необхідних властивостей новому конструкційному матеріалу - сплаву або металічному сплаву.
Металевим сплавом називають конструкційний матеріал, в якому поєднані кілька металів або металів з неметалами, в якому зберігаються властивості металів.
Найпоширенішими сплавами є сталі. Більшість металевих предметів виготовлені саме зі сталей.Сталь – це сплав заліза з карбоном, карбону до 2,14%. В сталі в незначній кількості присутні і інші домішки.
Ще одним поширеним сплавом на основі заліза є чавун. Чавун – це сплав заліза з карбоном, карбону від 2,14% до 6,67 %. Крім основних компонентів до складу чавуну входять сірка, кремній (силіцій), фосфор, марганець (манган). Більшість чавунів переплавляють на сталь, решта - на виготовлення деталей. Чавуни добре заповнюють ливарні форми, тому з них виготовляють деталі складної форми способом лиття.
Спочатку із залізної руди виплавляється чавун в доменних печах, а з нього різними способами (електродуговий, кисневий) виплавляють різні сталі, зменшуючи кількість домішок.




Сортовий прокат
На металургійних заводах сталь виготовляють у вигляді злитків.

Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).

Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.

Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову металеву продукцію різного профілю та розміру, отриману методом прокатування (вальцювання) називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.

2. Конструкторський етап
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проєціювання.
Утворене методом проеціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.




V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
W - профільна площина проєціювання, зображають проєкцію вигляду зліва.
H - горизонтальна площина проєціювання, зображають проєкцію вигляду зверху.Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
На металургійних заводах сталь виготовляють у вигляді злитків.

Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).

Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.

Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову металеву продукцію різного профілю та розміру, отриману методом прокатування (вальцювання) називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.

2. Конструкторський етап
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проєціювання.
Утворене методом проеціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.




V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
Конструкція виробу для 8-Б класу

Варіант 1
 ________Варіант 2
________Варіант 2 _________Варіант 3
_________Варіант 3 _________Варіант 4
_________Варіант 4




Конструкція виробу для 8-В класу



 Варіант 1 (з різзю)
Варіант 1 (з різзю)
 Варіант 2
Варіант 2 Варіант 3
Варіант 3






3. Технологічний етап
Технологічна операція розмічанняЗаписати у зошит текст, виділений курсивом, зрозуміти вимірювання штангенциркулем.
Розмічання – це технологічна операція, що полягає в нанесенні ліній на поверхню заготовки, що визначають місця обробки.
Об’ємне розмічання – це технологічна операція, що полягає в нанесенні ліній на пов’язані між собою в об’єм площини.
Наприклад, на губці упорній розміщені отвори на різних площинах і центральна (осьова) лінія переходить з однієї площини на іншу. Тобто, отвори мають знаходитися на одній лінії.
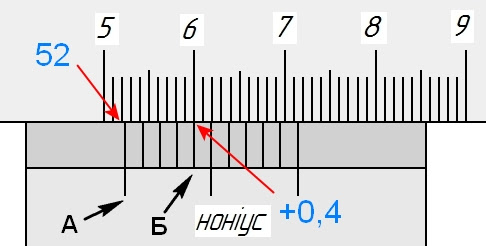
Штангенциркуль ШЦ-І застосовується переважно для вимірювання розмірів з точністю 0,1 мм та окремі його моделі для розмічання. Ноніус - рівномірна шкала, що дозволяє вимірювати з точністю 0,1 мм. Згадаємо як знімають покази.
В першому випадку нульова риска ноніуса співпадає з рискою на штанзі інструменту з 119 мм (11 см + 9 мм), тому розмір становить 119,0 мм. Нульова риска ноніуса знаходиться за поділкою 52 мм (5 см + 2 мм). Четверта риска ноніуса співпадає з рискою на штанзі (неважливо з якою, головне співпадіння), то це становить 0,4 мм. Отже, покази штангенциркуля 52,0+0,4=52,4 мм.
Нульова риска ноніуса знаходиться за поділкою 52 мм (5 см + 2 мм). Четверта риска ноніуса співпадає з рискою на штанзі (неважливо з якою, головне співпадіння), то це становить 0,4 мм. Отже, покази штангенциркуля 52,0+0,4=52,4 мм.
Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою. 

Більш сучасним варіантом штангенциркуля є електронний.Заготовку для розрізування можна розмітити за допомогою лінійки, кутника та креслярки або тонкого маркера. Креслярка призначена для продряпування тонкої риски на металевій поверхні. Голка може бути сталевою або із спеціального твердосплавного матеріалу, що служить значно довше, але боїться падіння та ударів. Для позначення центрів отворів використовують кернер. Його вістря встановлюють на перетин рисок, ставлять вертикально та злегка вдаряють молотком, якщо лунка (керн) розміщена правильно, то наносять ще один, сильніший удар. В керн попадає центр свердла і отвір буде розміщеним там, де потрібно. Існує більш сучасна версія кернера - автоматичний, він працює без молотка - від натискання.

Технологічна операція пиляння
Пиляння - це слюсарна технологічна операція, що полягає в поділу заготовок на частини, відрізування зайвих частин або прорізування вузьких пазів у заготовках за допомогою слюсарної ножівки. Ножівка слюсарна складається з рамки або станка (1), змінного полотна (2), головок (3), ручки (4), баранчикової гайки (5).Сучасні слюсарні ножівки можуть мати різний вигляд та конструкцію.Полотно найчастіше має хвилясте розведення зубчиків, що запобігає застряганню ножівки в прорізі. Найбільш уживана довжина ножівкового полотна 300 мм. Встановлюють полотно зубчиками вперед.
Ножівка слюсарна складається з рамки або станка (1), змінного полотна (2), головок (3), ручки (4), баранчикової гайки (5).Сучасні слюсарні ножівки можуть мати різний вигляд та конструкцію.Полотно найчастіше має хвилясте розведення зубчиків, що запобігає застряганню ножівки в прорізі. Найбільш уживана довжина ножівкового полотна 300 мм. Встановлюють полотно зубчиками вперед.

Правила різання ножівкою
Тримають ножівку двома руками.
Правою за рукоятку, лівою за передній край рамки та головку з гайкою.
Рухають ножівку плавно, без ривків.
Рухаючи вперед слід натискувати на ножівку.
Довжина ходу не менше 2/3 довжини полотна з метою запобігання нерівномірному зношуванню зубчиків.
Під час різання м'яких сталей виконують в середньому 50 подвійних рухів.
Технологічна операція обпилювання
Обпилювання – це слюсарна технологічна операція, що полягає в знятті незначного шару металу напилками з метою надання необхідних розмірів та форми.
Напилок – це багатолезовий різальний інструмент, що забезпечує високу точність обробки та якість поверхні. Напилок виготовляють з вуглецевої інструментальної сталі, тому він має високу твердість. Ручка буває дерев'яною або пластиковою.Найчастіше застосовують плоский напилок, яким обпилюють поверхні, обробляють опуклі поверхні, знімають фаски, округлюють ребра та ін. Напилки бувають різної форми для обпилювання різних фасонних поверхонь.
Напилок виготовляють з вуглецевої інструментальної сталі, тому він має високу твердість. Ручка буває дерев'яною або пластиковою.Найчастіше застосовують плоский напилок, яким обпилюють поверхні, обробляють опуклі поверхні, знімають фаски, округлюють ребра та ін. Напилки бувають різної форми для обпилювання різних фасонних поверхонь.

Для дрібних робіт використовують маленькі напилки - надфілі.
Напилки поділяють за кількістю зубців на 10 мм довжини на три види. Крупні або драчові (1) мають від 4 до 12 зубців. Їх використовують для відносно швидкого знімання металу, але залишають значні риски на поверхні заготовки.Середні або личкувальні (2), мають від 13 до 24 зубців. Їх використовують для незначного знімання металу та більш точних робіт, часто - після драчових напилків.Оксамитові (бархатні) (3) мають 25 зубців і більше. Вони дають матову поверхню з мінімальними подряпинами та ними можна досягти найбільшої точності.
Спочатку обпилюють напилком з крупною насічкою, коли залишається припуск приблизно 0,1-0,2 мм поверхні обробляють личкувальним напилком для зменшення шорсткості поверхні та більш точного дотримання розмірів.
В заготовках із сортового прокату часто зустрічаються площини. Найчастіше при обпилюванні плоских поверхонь виникає дефект випуклості поверхні або її кривизна. Тому площини найкраще обпилювати методом перехресних штрихів. Поверхню обпилюють під кутом ≈30° зліва направо (товста стрілка — напрямок руху напилка) (а), перпендикулярно (б), під кутом ≈30° справа наліво (в). Потім знову перпендикулярно, під кутом зліва направо і так далі.
Після обпилювання площин на одній з них виконують розмічання центра отвору за допомогою розмічального штангенциркуля та кернера.
Технологічна операція свердлінняЧасто вироби з металів мають круглі отвори. Отвори бувають наскрізні та глухі (на певну глибину). Отвори в сортовому прокаті значної товщини (від 4 мм) свердлять найчастіше за допомогою спіральних свердел. Свердло має хвостову та робочі частини.
Отвори в сортовому прокаті значної товщини (від 4 мм) свердлять найчастіше за допомогою спіральних свердел. Свердло має хвостову та робочі частини.
Спіральне свердло має вигляд циліндричного стрижня, робоча частина якого оснащена двома рівцями, виконаними по гвинтовій спіралі, що призначені для утворення різальних елементів та відведення стружки. Кут загострення свердла для обробки сталей становить 118 градусів.
Перед свердлінням виконують розмічання та накернювання центру отвору.Отвори малих діаметрів свердлять одним свердлом. Діаметр свердла зазначений на хвостовій частині (затискається у патроні), або його можна виміряти штангенциркулем.Отвори великих діаметрів, як правило, свердлять двома свердлами для зменшення зусилля під час свердління. Наприклад діаметр 10 мм можна спочатку просвердлити свердлом діаметром 5 або 6 мм, а потім розсвердлити свердлом діаметром 10 мм. Така операція називається розсвердлюванням.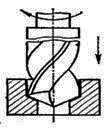 Діаметр отвору під різьбу (діаметр свердла) визначають за таблицями.
Діаметр отвору під різьбу (діаметр свердла) визначають за таблицями.
Нарізують різь мітчиком, який фіксують у воротку. Його ставлять перпендикулярно до площини з отвором та, натискаючи зверху, роблять приблизно 2 оберти за годинниковою стрілкою. В отвір крапають краплю рідкого мастила. Далі мітчик сам вкручується в отвір. Через два оберти мітчик повертають на півоберта назад, щоб зламати стружку. Якщо мітчик провертається зі значним зусиллям, то за годинниковою стрілкою провертають 1 оберт або менше, потім півоберта назад.
Технологічна операція шліфування
Шліфування - це технологічна операція з усунення незначних нерівностей на поверхні за допомогою абразивних матеріалів.
Перед шліфуванням необхідно поверхню додатково обробити бархатним напилком. Після напилка шліфують поверхні шліфувальною шкуркою із зернистістю приблизно Р120-Р150. При потребі поверхню полірують полірувальними пастами. Пастами натирають цупку тканину або шкіру. Підготовленою тканиною (шкірою) натирають поверхню виробу. Полірована поверхня має дзеркальний або злегка матових блиск.


Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою.


Більш сучасним варіантом штангенциркуля є електронний.

Технологічна операція пиляння








Напилки поділяють за кількістю зубців на 10 мм довжини на три види.









4. Заключний етап
Зразок оформлення
Виріб відповідає вимогам. Найважче було контролювати форму та розміри під час обпилювання. При наступному виготовленні подібних виробів я б приділив більшу увагу розмічанню та контролю розмірів.
____________
План виконання проекту
Інформація до проєкту №2
Механічні властивості
Для конструкцій виробів та технології виготовлення необхідно враховувати комплекс механічних властивостей: міцність, твердість, пружність, пластичність.Міцність – це здатність металу не руйнуватися під дією навантажень. Міцність металевого виробу залежить від розмірів, форми, положення та навантаження. При перевищенні межі міцності виріб може зруйнуватися. Межу міцності визначають, випробовуючи спеціально виготовлені зразки на розтяг на розривній машині.
Твердість – це здатність матеріалу протидіяти проникненню іншого предмета. Чим більша різниця в твердості матеріалу та інструменту, тим легше обробляється матеріал та довше працює інструмент без перезагострення.
Пружність — це здатність предмета відновлювати свою форму після припинення дії докладеної сили. Пружини різної форми та призначення є досить пружними, тому вони довго працюють на розтяг, стискання, скручування тощо.
Пластичність — це властивість металу легко згинатися, змінювати свою форму під дією докладених сил. Багато виробів з металів виготовляють за допомогою пластичної деформації: кування, штампування, витягування тощо.
Види сталей
Сталь - це сплав заліза з карбоном. Вона містить 0,05-2,14 % карбону та інші домішки, такі як силіцій, манган, сульфур, фосфор тощо. Сталь має велику міцність, твердість, ковкість, в'язкість, добре обробляється різанням і зварюванням. Виготовляючи вироби зі сталі, можна застосовувати найрізноманітніші технології.
Властивості сталей значною мірою залежать від домішок у їхньому складі. Основною домішкою є карбон. Від його вмісту залежать механічні властивості сталі. Якщо збільшується вміст карбону, зростає міцність, твердість, опір деформуванню і зменшується пластичність сталі. За хімічним складом конструкційні сталі поділяють на вуглецеві та леговані, а за якістю - на сталі звичайної якості, якісні й високоякісні. За призначенням виділяють сталі конструкційні, інструментальні та спеціального призначення.
В різних країнах є свої стандарти на маркування сталей. В нашій країні поки що використовується радянська система. Вона в багатьох випадках є зручною і в марці сталі зашифрований орієнтовний хімічний склад.
Сталь звичайної якості має невисоку міцність. Використовують її для виготовлення порівняно невідповідальних деталей: заклепок, шайб, болтів, гайок, труб, будівельних конструкцій.
Конструкційні вуглецеві сталі звичайної якості маркують літерами Ст і порядковим номером від 0 до 7 залежно від хімічного складу і механічних властивостей. Основні марки вуглецевих сталей звичайної якості: Ст0, Ст1, Ст2, Ст3, Ст4, Ст5, Ст6, Ст7. Хімічний склад визначають за довідником.
Вуглецева якісна сталь міцніша від сталі звичайної якості. Використовують її для виготовлення деталей, до яких ставлять підвищені вимоги за механічними властивостями.
Марки якісних вуглецевих сталей позначають двома цифрами: 08, 10, 15, 20, 45 і так далі до 65. Число вказує вміст карбону у сотих частинах відсотка. 20 – містить карбону приблизно 0,20 %, 45 - 0,45 % карбону.
До інструментальних сталей належать ті, що містять понад 0,65 % карбону. Інструментальні сталі за хімічним складом бувають вуглецеві, леговані.
Вуглецеві інструментальні сталі мають високу міцність, твердість після термічної обробки, теплостійкість при нагріванні металів до 200...250 °С і зносостійкість. Такі сталі застосовують для виготовлення свердел малого діаметра, розверток, мітчиків, плашок, зубил, напилків, полотен для ножівок, молотків та інших інструментів.
Вуглецеву інструментальну сталь маркують літерою і числом, яке вказує десяті частини відсотка карбону. Наприклад У8 – якісна інструментальна сталь, карбону приблизно 0,8%. Літера А наприкінці маркування вказує те, що сталь високоякісна. Літера Г наприкінці маркування вказує на підвищений вміст мангану (приблизно 1%). Основні марки карбонових інструментальних сталей такі: У7, У8, У8Г, У9 і так далі до У13. Сталь У10ГА – це високоякісна інструментальна сталь з підвищеним вмістом мангану.
Еталонними вважаються інструментальні вуглецеві (1,1-1,4%С) сталі фірми Hitachi, в яких міститься менше шкідливих домішок, що впливають на якість сталі. Такі сталі добре підходять для ріжучих частин ручних інструментів.
Леговані сталі крім вуглецю містять інші метали, які надають їм специфічних властивостей. Виділяють низьколеговані сталі (легуючих домішок до 2.5% включно), середньолеговані (легуючих домішок від 2.5% до 10%) і високолеговані (легуючих домішок понад 10%). З легованих конструкційних сталей виготовляють парові баки, турбіни, підшипники, деталі підвищеної міцності тощо.
Леговані інструментальні сталі застосовують для виготовлення інструментів для верстатів, що дозволяє обробляти конструкційні матеріали швидше і якісніше.
Практична робота. Бланк роботи
Різь. Види та системи
За напрямом гвинтової лінії різі поділяють на праві її ліві. Гайка з правою різзю загвинчується за годинниковою стрілкою, з лівою - навпаки. Ліва різь застосовують у деталях, що обертаються, але потрібно запобігти самовідгвинчуванню під дією обертання та в деяких інших випадках.Профілем різі називається переріз її витка площиною, що проходить через вісь циліндра або конуса, на якому нарізано різьбу. За формою профілю різі поділяють па трикутні, прямокутні, трапецоїдні, упорні (профіль у вигляді нерівнобічної трапеції) її круглі.
Для нарізування різі важливо знати основні її елементи: крок, зовнішній і внутрішній діаметри і форму профілю різі. Кроком різі S називають відстань між двома однойменними точками сусідніх профілів різьби, виміряну паралельно осі різі.
Зовнішній діаметр d — найбільша відстань між крайніми зовнішніми точками, виміряна в напрямі, перпендикулярному до осі різі.
Внутрішній діаметр d1 — найменша відстань між крайніми внутрішніми точками різі, виміряна в напрямі, перпендикулярному до осі.
Залежно від системи розмірів різі поділяють на метричні, дюймові, трубні тощо. У метричній різі кут трикутного профілю дорівнює 60°, зовнішній діаметр і крок різьби виражаються в міліметрах. Приклад позначення: М8х0,5 (перше число — зовнішній діаметр, друге — крок). Великий крок різі не позначають, вказують лише дрібніші кроки.
У дюймовій різі кут трикутного профілю дорівнює 55° (Великобританія) або 60° (США), діаметр різі виражають у дюймах, а крок — числом ниток на один дюйм (1 дюйм = 25,4 мм). Приклад позначення: 1"-8 (зовнішній діаметр різі 1 дюйм, або 25,4 мм, 8 витків (ниток) на довжину 1" (25,4 мм)).
Технологія нарізування різей Для виробництва штучних виробів та ремонтних роботах різі нарізують вручну. При ручній обробці металів внутрішню різь нарізують мітчиками, а зовнішню — плашками.Мітчик складається з робочої частини і хвостовика. Робоча частина — це гвинт з кількома поздовжніми канавками. Вона призначена для безпосереднього нарізування різьби. Робоча частина, в свою чергу складається із забірної (різальної) і напрямної (калібруючої) частин. Забірна частина виконує основну роботу при нарізуванні різьби і виготовляється звичайно у вигляді конуса. Калібруюча частина, як видно з самої назви, направляє мітчик і калібрує отвір.
Поздовжні канавки призначені для утворення різальних пер з різальними кромками і розміщення стружки у процесі нарізування різьби. Хвостовик призначений для закріплення мітчика в патроні або в воротку під час роботи. Для нарізування різьби великого розміру ручні (слюсарні) мітчики звичайно виконують у комплекті з трьох штук. Першим і другим мітчиками нарізують різьбу попередньо, а третім надають їй остаточних розмірів і форми. Номер кожного мітчика в комплекті позначено числом рисок на хвостовій частині.Існують комплекти з двох мітчиків: попереднього (чорнового) і чистового. Чорновий (перший) мітчик зрізає основний матеріал, чистовий (другий) - зрізає решту матеріалу та надає остаточних розмірів.
Для швидкого нарізування різей на верстатах використовують спеціальні комбіновані мітчики. Ними за один прохід верстата відразу свердлиться отвір, нарізується різьба та навіть виконується фаска.Виготовляють мітчики з вуглецевої, легованої або швидкорізальної сталі. Для обертання мітчика його вставляють квадратною частиною хвостовика в вороток.Кругла плашка — це суцільне або розрізане кільце з різзю на внутрішній поверхні і канавками, призначеними для утворення різальних кромок і виходу стружки. Виготовляють плашки з тих самих матеріалів, що й мітчики.Круглі плашки при нарізуванні різі закріплюють у спеціальному воротку — плашкотримачі.
Різі на підприємствах при виробництві деталей нарізують на спеціальних різьбонарізних верстатах різної конструкції.
Також різі часто нарізають на токарно-гвинторізних верстатах за допомогою різців. Нарізування різей на таких верстатах є додатковою опцією, основне завдання - виготовлення деталей методом обертання зі зняттям стружки (точіння).
При масовому виробництві кріпильних виробів різь накатують за допомогою роликів на спеціальних верстатах або за допомогою різенакатувальних головок. Така різь має гладку поверхню та більшу твердість, що збільшує строк її експлуатації.
____
2023-2024 навчальний рік
Проєкт№4
Свічник або предмет інтер’єру
Основна технологія: технологія ручної обробки деревини.
Додаткові технології: технологія ручної обробки ТЛМ, технологія обробки фанери, технологія механічної обробки деревини.
Основна технологія: технологія ручної обробки деревини.
Додаткові технології: технологія ручної обробки ТЛМ, технологія обробки фанери, технологія механічної обробки деревини.
1. Організаційно-підготовчий етап
Завдання та планування проектної діяльності
Матеріали для проєкту
Порода деревини
Порода деревини сосни вважається однією з найдоступніших і найпопулярніших для виготовлення проєктів. Поряд із зовнішньою привабливістю, вона поєднує цінову доступність і відносну зручність при переробці. На ринку пиломатеріалів найчастіше можна купити дошку, брус.Сосна – це ядрова хвойна порода деревини, яка росте у великій кількості на території Європи, Азії та Америки. Залежно від клімату, сосна може незначно відрізнятися за текстурою та технічними характеристиками. І ці відмінності сильно позначаються на ціні заготовок та кінцевих виробів.
Швидкоросле дерево сосни багате на смоли, які надають природний блиск деревині. Стовбури дерев переважно рівні, без сучків та вигинів. Це цінується у деревообробництві – менше відходів виробництва.Текстура породи груба, з дрібною зернистістю, є яскраво-виражений природний блиск. Пори розташовані рівномірно, присутні рясні смолянисті вкраплення. Колір ядра – жовтий і навіть червонуватий. При зберіганні та сушінні порода темніє. Світло-жовті тони набувають золотистого відтінку. А світло-червоні породи пізнішої деревини – червонувато-коричневий відтінок. Оздоблення деревиниРізьблення по дереву (різьба по дереву) - це художнє вирізання зображень або візерунків, які виконуються на дерев'яних виробах. З деревини можна вирізати плоскі чи об'ємні елементи, які додають виробу незвичайної форми та рельєфу.
Геометрична різьба по дереву є найпростішою та виконується за допомогою лише одного інструменту - ніж-косяк. Для різьблення добре підходять м'які та відносно тверді породи з рівномірною щільністю: липа, вільха, кінський каштан, береза. Найкращою деревиною для початківців є липа. Не підходять для геометричного різьблення хвойні породи.
Основними елементами такого різьблення по дереву є прості геометричні фіґури: трикутники, ромби, квадрати, багатогранники.
Контурна різьба по дереву використовується для виділення контуру зображення за допомогою тонкої поглибленої двосторонньої виїмки. Таким чином виходить природний малюнок, при цьому частіше зображують листя, квіти, плоди, дерева, тварин та птахів.
Пірографія - це комбіноване випалювання малюнку лініями найчастіше на поверхні дерева, за допомогою розпеченого штампа, пера або іншого гострого металевого предмету. Походить з грецької мови, що в перекладі означає писання вогнем. Для пірографії підходять краще тверді породи деревини: волоський горіх (світліша частина), клен, береза та інші.
Порода деревини
Різьблення по дереву (різьба по дереву) - це художнє вирізання зображень або візерунків, які виконуються на дерев'яних виробах. З деревини можна вирізати плоскі чи об'ємні елементи, які додають виробу незвичайної форми та рельєфу.
Геометрична різьба по дереву є найпростішою та виконується за допомогою лише одного інструменту - ніж-косяк. Для різьблення добре підходять м'які та відносно тверді породи з рівномірною щільністю: липа, вільха, кінський каштан, береза. Найкращою деревиною для початківців є липа. Не підходять для геометричного різьблення хвойні породи.
Основними елементами такого різьблення по дереву є прості геометричні фіґури: трикутники, ромби, квадрати, багатогранники.
Контурна різьба по дереву використовується для виділення контуру зображення за допомогою тонкої поглибленої двосторонньої виїмки. Таким чином виходить природний малюнок, при цьому частіше зображують листя, квіти, плоди, дерева, тварин та птахів.
Пірографія - це комбіноване випалювання малюнку лініями найчастіше на поверхні дерева, за допомогою розпеченого штампа, пера або іншого гострого металевого предмету. Походить з грецької мови, що в перекладі означає писання вогнем. Для пірографії підходять краще тверді породи деревини: волоський горіх (світліша частина), клен, береза та інші.
2. Конструкторський етап
Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Інструктаж з охорони праці
Для успішного виконання всіх трудових завдань у майстернях треба добре засвоїти й акуратно виконувати правила безпечної роботи.1. Перевірити, чи правильно надітий спецодяг. Старанно підібрати волосся.2. Перевірити стан робочого місця, наявність і справність інструментів.3. Не залишати робоче місце без дозволу вчителя.4. З інструментами й матеріалами поводитись обережно.5. Під час роботи не розмовляти, не заважати працювати іншим.6. Не крутити без потреби ручки й важелі верстатів і верстаків, без дозволу вчителя не вмикати електричні прилади й устаткування.7. Не складати на робочому місці непотрібні саме тепер інструменти й матеріали.8. Роботу можна виконувати тільки справними інструментами.9. Прибирати робоче місце щіткою (не можна здмухувати або змітати руками тирсу).Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
Як розрізати заготовку рівно на частини
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Інструктаж з охорони праці
Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
Як розрізати заготовку рівно на частини
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
_______________
Проєкт №3
Стильний аксесуар
Завдання та планування проектної діяльності
Стиль — це сукупність характерних ознак, особливостей, властивих чому-небудь. Стильним може бути масовий виріб. Але більше всього цінуються якісні, саморобні стильні предмети. Оригінальність виробу вказує на смак, творчість та практичні уміння особистості. Значну кількість стильних предметів, в тому числі аксесуарів, можна зробити ручними інструментами з доступних матеріалів.
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Для реалізації навчального проекту необхідно розбити його на частини та визначити скільки часу необхідно на виконання проекту в цілому та на його частини.
Вимоги до виробу
До виробу необхідно висунути ряд вимог, які допоможуть нам його сконструювати, виготовити та оцінити.
Орієнтовний перелік вимог: функціональність, безпечність, зручність, якість виготовлення, естетичність, оригінальність, міцність з’єднань, технологічність, економність, екологічність тощо
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Інформація до проекту
Поняття про безвідходне виробництвоСучасні технології деревопереробки дають до 50% конструкційних матеріалів від об’єму лісосировини, отже, більше половини деревини потрапляє у відходи. Використати ці відходи у виробництві деревостружкових і деревоволокнистих плит не можливо як за обсягом, так і за технічними вимогами. Деревовідходи захаращують території підприємств, погіршують екологічну і створюють пожежонебезпечну ситуацію. Транспортні, вантажно-розвантажувальні роботи та захоронення відходів вимагають значних витрат. Використання деревовідходів як палива (без брикетування, гранулювання) дає мізерну економію. Тому відходи подрібнюють і виготовляють паливні пелети, деревинні композити. Крім того необхідно більш раціонально планувати та реалізовувати технологічний процес та намагатися забезпечувати мінімальну кількість відходів. Наприклад, під час токарної обробки деревини частина заготовки використовується для кріплення у верстаті. Тому для зменшення відходів заготовки роблять довшими та виточують не один, а два, три і, навіть, чотири вироби.
Сучасні технології опорядження деревини
Для створення та підкреслення природньої краси виробів з деревини широко використовуються опоряджувальні матеріали, в основі яких є натуральні олії та воски. На відміну від лаків, які створюють плівку на поверхні виробу і надають поверхні деревини штучного, пластикового вигляду.У виробництві олій застосовують переважно лляну та тунгову олії, а також бджолиний та карнаубський воски. Покриття, що отримують за допомогою олій еластичні і в міру тверді. Деревина, покрита олією, дихає завдяки тому, що деревні пори відкриті і всі накоплені пари виходять на зовні. А це дозволяє зберегти верхній шар покриття без видимих дефектів. Якщо ж волога накопичується під лаком, він починає тріскатись і лущитись. Крім того, олія не просто висихає, а полімеризується, тобто відбувається хімічна реакція між молекулами олії і киснем, що міститься у повітрі (реакція окиснення). Висихання олійного покриття завжди починається з верхньої частини шару, який безпосередньо контактує з повітрям, а потім продовжується в глибині покриття. Чим товстішим є нанесений шар, тим більше часу потрібно для проходження реакції окиснення та висихання покриття.Олію рекомендується наносити у якості покриття на екзотичні породи деревини, які містять велику кількість природних олій чи смолу у своїй структурі, або стоїть завдання максимально виділити текстуру деревини.Тунгову олію отримують з горіхів тунгового дерева, яке походить з Китаю, але зараз вирощується і в інших країнах. Вона є блідішою за лляну олію, проте не жовтіє з часом, як лляна олія, і є твердішою за неї після полімеризації.Олія з вмістом воску також захищає деревину від вологи та забруднень, а воски, що входять у склад олії, дозволяють отримати покриття натурального вигляду, яке буде більш м’яке на дотик і матиме виражений матуючий ефект.Карнаубський віск (бразильський віск, пальмовий віск) - віск з листя пальми, що зростає в північно-східних штатах Бразилії.На відміну від бджолиного воску, який вже при + 35°C стає пластичним, а плавиться при +62 ... + 68°С, карнаубський віск - найтвердіший і тугоплавкий. Плавиться в інтервалі від +83 ... + 91°С. Поставляють його зазвичай у вигляді жовтих пластівців. Для більшої зручності і кращої якості нанесення на дерев'яні поверхні, використовують так звані воскові мастики на основі лляної олії.
Банк ідей та його аналіз
До стильних аксесуарів можна віднести цілий ряд предметів:
- галстук-метелик
- футляр для ключів
- корпус для флеш пам’яті
- картхолдери…
Які ще предмети можна віднести до аксесуарів? Картхолдер (футляр для карток та грошей)
Футляр для ключів (кейхолдер)
Корпус флешки
Галстук-метелик
Ручка для письма
________________
2. Конструкторський етап.
Виконувати за планом проєкту.
Виконати малюнок обраного виробу з врахуванням вимог.
Зразки креслеників/ескізів деталей виробу
Галстук-метелик
_____Картхолдер______
Корпус для флешки
_____
Футляр для ключів (кейхолдер)
Виконувати за планом проєкту.
____Ручка для письма
Виконати ескізи деталей обраного виробу. Як наносити розміри тут.
Записати перелік заготовок.
3. Технологічний етап
У таблицю (у плані виконання проєкту) записати технологічні операції та інструменти з обладнанням.
Орієнтовний список технологічних операцій:- розмічання- пиляння- стругання- обпилювання- свердління- шліфування-оздоблення- тонування- опорядження.Для кожного виробу розробляється свій технологічний процес. може бути змінений порядок деяких технологічних операцій. Деякі операції можуть повторюватися.
Згадати про ручну обробку деревини можна на вкладці "7 клас".
4. Заключний етап
Що нового ти дізнався під час виконання проєкту?
Якими термінами ти збагатив свій словниковий запас?
____________
Проєкти №1-2. Деталі для пристосувань та інструментів.
Пристосування для майстерні
в одній конструкції елементи з трьох моделей-аналогів.План виконання проекту

Інформація до проєкту №2
Види сталей
1. Організаційно-підготовчий етап
Багато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3.1 Банк ідей струбцин
2 - відповідає
0 - не відповідає
Висновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.3.2 Банк ідей баранчикових гайок
1.4 Інформація до проєкту.
Інструмент — це технологічне оснащення (знаряддя ), яке в процесі праці безпосередньо стикаються з предметом праці з метою зміни чи контролю його форми, стану, властивостей тощо.
Пристосування - допоміжне обладнання, що використовується з інструментами з метою покращити якісні показники виконання технологічної операції (точність, швидкість виконання, повторюваність, безпечність тощо).
Моделі-аналоги виробу
Подібні за призначенням вироби називають виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які використовують для ознайомлення з різноманіттям конструкцій, форм та особливостей виробу, що необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - це спосіб отримання такої конструкції виробу з комбінації елементів, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування (зразок)
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Конструкційні металеві матеріали
Сортовий прокат
На металургійних заводах сталь виготовляють у вигляді злитків.
Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).
Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.
Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову металеву продукцію різного профілю та розміру, отриману методом прокатування (вальцювання) називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.
2. Конструкторський етап
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проєціювання.
Утворене методом проеціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.
V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
Конструкція виробу для 8-А класу
Кресленики деталей
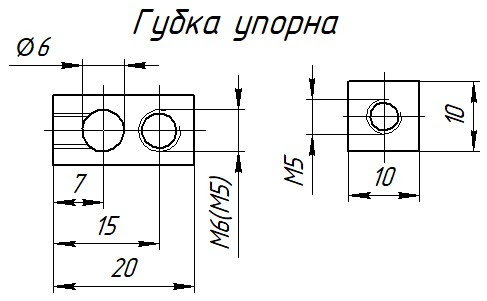


Конструкція виробу для 8-В класу
Варіант 1
________Варіант 2_________Варіант 3_________Варіант 4
3. Технологічний етап
Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою.
Більш сучасним варіантом штангенциркуля є електронний.
Технологічна операція пиляння
Напилки поділяють за кількістю зубців на 10 мм довжини на три види.
4. Заключний етап
2022-2023 навчальний рік
______
Проєкт№4
Свічник або предмет інтер’єру
Основна технологія: технологія ручної обробки деревини.
Додаткові технології: технологія ручної обробки ТЛМ, технологія обробки фанери, технологія механічної обробки деревини.
1. Організаційно-підготовчий етап
Матеріали для проєкту
Породи деревини, токарство
Різьблення по дереву (різьба по дереву) - це художнє вирізання зображень або візерунків, які виконуються на дерев'яних виробах. З деревини можна вирізати плоскі чи об'ємні елементи, які додають виробу незвичайної форми та рельєфу.
Геометрична різьба по дереву є найпростішою та виконується за допомогою лише одного інструменту - ніж-косяк. Для різьблення добре підходять м'які та відносно тверді породи з рівномірною щільністю: липа, вільха, кінський каштан, береза. Найкращою деревиною для початківців є липа. Не підходять для геометричного різьблення хвойні породи.
Основними елементами такого різьблення по дереву є прості геометричні фіґури: трикутники, ромби, квадрати, багатогранники.
Контурна різьба по дереву використовується для виділення контуру зображення за допомогою тонкої поглибленої двосторонньої виїмки. Таким чином виходить природний малюнок, при цьому частіше зображують листя, квіти, плоди, дерева, тварин та птахів.
Пірографія - це комбіноване випалювання малюнку лініями найчастіше на поверхні дерева, за допомогою розпеченого штампа, пера або іншого гострого металевого предмету. Походить з грецької мови, що в перекладі означає писання вогнем. Для пірографії підходять краще тверді породи деревини: волоський горіх (світліша частина), клен, береза та інші.
2. Конструкторський етап
Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Інструктаж з охорони праці
Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
Проєкт №3
Стильний аксесуар
Завдання та планування проектної діяльності
Стиль — це сукупність характерних ознак, особливостей, властивих чому-небудь. Стильним може бути масовий виріб. Але більше всього цінуються якісні, саморобні стильні предмети. Оригінальність виробу вказує на смак, творчість та практичні уміння особистості. Значну кількість стильних предметів, в тому числі аксесуарів, можна зробити ручними інструментами з доступних матеріалів.
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Для реалізації навчального проекту необхідно розбити його на частини та визначити скільки часу необхідно на виконання проекту в цілому та на його частини.
Вимоги до виробу
До виробу необхідно висунути ряд вимог, які допоможуть нам його сконструювати, виготовити та оцінити.
Орієнтовний перелік вимог: функціональність, безпечність, зручність, якість виготовлення, естетичність, оригінальність, міцність з’єднань, технологічність, економність, екологічність тощо
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Інформація до проекту
Поняття про безвідходне виробництвоСучасні технології деревопереробки дають до 50% конструкційних матеріалів від об’єму лісосировини, отже, більше половини деревини потрапляє у відходи. Використати ці відходи у виробництві деревостружкових і деревоволокнистих плит не можливо як за обсягом, так і за технічними вимогами. Деревовідходи захаращують території підприємств, погіршують екологічну і створюють пожежонебезпечну ситуацію. Транспортні, вантажно-розвантажувальні роботи та захоронення відходів вимагають значних витрат. Використання деревовідходів як палива (без брикетування, гранулювання) дає мізерну економію. Тому відходи подрібнюють і виготовляють паливні пелети, деревинні композити. Крім того необхідно більш раціонально планувати та реалізовувати технологічний процес та намагатися забезпечувати мінімальну кількість відходів. Наприклад, під час токарної обробки деревини частина заготовки використовується для кріплення у верстаті. Тому для зменшення відходів заготовки роблять довшими та виточують не один, а два, три і, навіть, чотири вироби.
Сучасні технології опорядження деревини
Для створення та підкреслення природньої краси виробів з деревини широко використовуються опоряджувальні матеріали, в основі яких є натуральні олії та воски. На відміну від лаків, які створюють плівку на поверхні виробу і надають поверхні деревини штучного, пластикового вигляду.У виробництві олій застосовують переважно лляну та тунгову олії, а також бджолиний та карнаубський воски. Покриття, що отримують за допомогою олій еластичні і в міру тверді. Деревина, покрита олією, дихає завдяки тому, що деревні пори відкриті і всі накоплені пари виходять на зовні. А це дозволяє зберегти верхній шар покриття без видимих дефектів. Якщо ж волога накопичується під лаком, він починає тріскатись і лущитись. Крім того, олія не просто висихає, а полімеризується, тобто відбувається хімічна реакція між молекулами олії і киснем, що міститься у повітрі (реакція окиснення). Висихання олійного покриття завжди починається з верхньої частини шару, який безпосередньо контактує з повітрям, а потім продовжується в глибині покриття. Чим товстішим є нанесений шар, тим більше часу потрібно для проходження реакції окиснення та висихання покриття.Олію рекомендується наносити у якості покриття на екзотичні породи деревини, які містять велику кількість природних олій чи смолу у своїй структурі, або стоїть завдання максимально виділити текстуру деревини.Тунгову олію отримують з горіхів тунгового дерева, яке походить з Китаю, але зараз вирощується і в інших країнах. Вона є блідішою за лляну олію, проте не жовтіє з часом, як лляна олія, і є твердішою за неї після полімеризації.Олія з вмістом воску також захищає деревину від вологи та забруднень, а воски, що входять у склад олії, дозволяють отримати покриття натурального вигляду, яке буде більш м’яке на дотик і матиме виражений матуючий ефект.Карнаубський віск (бразильський віск, пальмовий віск) - віск з листя пальми, що зростає в північно-східних штатах Бразилії.На відміну від бджолиного воску, який вже при + 35°C стає пластичним, а плавиться при +62 ... + 68°С, карнаубський віск - найтвердіший і тугоплавкий. Плавиться в інтервалі від +83 ... + 91°С. Поставляють його зазвичай у вигляді жовтих пластівців. Для більшої зручності і кращої якості нанесення на дерев'яні поверхні, використовують так звані воскові мастики на основі лляної олії.
Банк ідей та його аналіз
До стильних аксесуарів можна віднести цілий ряд предметів:
- галстук-метелик
- футляр для ключів
- корпус для флеш пам’яті
- картхолдери…
Які ще предмети можна віднести до аксесуарів? Картхолдер (футляр для карток та грошей)
Футляр для ключів (ключниця)
Корпус флешки
Галстук-метелик
_____________________________
2. Конструкторський етап.
Виконувати за планом проєкту.
Виконати малюнок обраного виробу з врахуванням вимог.
Виконати ескізи деталей обраного виробу. Як наносити розміри тут.
Записати перелік заготовок.
3. Технологічний етап
У таблицю (у плані виконання проєкту) записати технологічні операції та інструменти з обладнанням.
Орієнтовний список технологічних операцій:- розмічання- пиляння- стругання- обпилювання- свердління- шліфування-оздоблення- тонування- опорядження.Для кожного виробу розробляється свій технологічний процес. може бути змінений порядок деяких технологічних операцій. Деякі операції можуть повторюватися.
Згадати про ручну обробку деревини можна на вкладці "7 клас".
4. Заключний етап
Що нового ти дізнався під час виконання проєкту?
Якими термінами ти збагатив свій словниковий запас?
____________
_____
__
Виконувати за планом проєкту.
Проєкти №1-2. Деталі для пристосувань та інструментів.
Пристосування для майстерні
в одній конструкції елементи з трьох моделей-аналогів.План виконання проекту
1. Організаційно-підготовчий етап
Багато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3 Банк ідей
2 - відповідає
1 - частково відповідає
0 - не відповідає
Висновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.4 Інформація до проєкту
Моделі-аналоги виробу
Подібні за призначенням вироби називають виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які використовують для ознайомлення з різноманіттям конструкцій, форм та особливостей виробу, що необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - це спосіб отримання такої конструкції виробу з комбінації елементів, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Ідеальна модель
Виготовленню будь-якого нового виробу передує створення його моделі. Створенню нових виробів передує копітка робота різних висококваліфікованих працівників, що намагаються у виробі задовольнити вимоги споживача.
Для дотримання цих вимог створюється модель ідеального виробу. Конструктор-дизайнер спочатку подумки конструює передбачуваний для виготовлення виріб. Основним завданням конструктора є створення ідеального виробу, який повністю забезпечував би своє призначення. Коли всі вимоги, які ставляться до виробу, виконуються на 100 %. Але такого виробу не існує. Будь-який виріб має недоліки, тому постійно проводяться пошуки по вдосконаленню. Завданням проєктувальника є якнайближче підійти до ідеальної моделі виробу.
Конструкційні металеві матеріали
Види сталей
Сортовий прокат
На металургійних заводах сталь виготовляють у вигляді злитків.
Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).
Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.
Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову продукцію називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.
Профілі сортового прокату загалом поділяються на три великі групи:
1) простий (квадратний, круглий, шестигранний тощо);
2) фасонний (рейка, тавр, кут тощо);
3) спеціальний.
Простий сталевий сортовий прокат використовується у всіх галузях життєдіяльності людини. Без нього неможливі багатотехнологічні процеси і виробництва. З нього виробляють вали, шестерні, вісі, кріплення й інші види деталей і механізмів. Роблять заготовки для інших металургійних продуктів і поковок.
Фасонний прокат затребуваний на будівельних майданчиках, виробничих і промислових підприємствах. З нього виготовляють деталі в машинобудуванні, автомобілебудуванні та суднобудуванні, зводять каркаси і несучі конструкції, а також він використовується при зведенні мостів і доріг.
Із численних різновидів (сортаменту) сортового прокату можна дібрати той, що найбільшою мірою відповідатиме формі майбутнього виробу та вимогам до нього. Це дає змогу скорочувати витрати праці на кінцеву обробку, енергії, металу. Так, із шестигранного прутка виготовляють болти та гайки. Прокат круглого перерізу використовують для виточування деталей на токарних верстатах. Кутник застосовують у будівництві для виготовлення рам і каркасів споруд. Рейки безпосередньо використовуються при прокладанні та ремонті залізничних шляхів.


{kind=link}
2. Конструкторський етап
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проєціювання.
Утворене методом проеціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.
V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
Конструкція виробу японської струбцинки

3. Технологічний етап
Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою.
Більш сучасним варіантом штангенциркуля є електронний.
Технологічна операція пиляння
Напилки поділяють за кількістю зубців на 10 мм довжини на три види.
4. Заключний етап
2021-2022 навчальний рік
______
Проєкт №3
Стильний аксесуар
Завдання та планування проектної діяльності
Стиль — це сукупність характерних ознак, особливостей, властивих чому-небудь. Стильним може бути масовий виріб. Але більше всього цінуються якісні, саморобні стильні предмети. Оригінальність виробу вказує на смак, творчість та практичні уміння особистості. Значну кількість стильних предметів, в тому числі аксесуарів, можна зробити ручними інструментами з доступних матеріалів.
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Для реалізації навчального проекту необхідно розбити його на частини та визначити скільки часу необхідно на виконання проекту в цілому та на його частини.
Вимоги до виробу
До виробу необхідно висунути ряд вимог, які допоможуть нам його сконструювати, виготовити та оцінити.
Орієнтовний перелік вимог: функціональність, безпечність, зручність, якість виготовлення, естетичність, оригінальність, міцність з’єднань, технологічність, економність, екологічність тощо
Банк ідей та його аналіз
До стильних аксесуарів можна віднести цілий ряд предметів:
- галстук-метелик
- футляр для ключів
- корпус для флеш пам’яті
- ручка для письма
- картхолдери…
Які ще предмети можна віднести до аксесуарів? Картхолдер (футляр для карток та грошей)
Футляр для ключів (ключниця)
Корпус флешки
Галстук-метелик
Ручка для письма
_____________________________
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Інформація до проекту
Поняття про безвідходне виробництвоСучасні технології деревопереробки дають до 50% конструкційних матеріалів від об’єму лісосировини, отже, більше половини деревини потрапляє у відходи. Використати ці відходи у виробництві деревостружкових і деревоволокнистих плит не можливо як за обсягом, так і за технічними вимогами. Деревовідходи захаращують території підприємств, погіршують екологічну і створюють пожежонебезпечну ситуацію. Транспортні, вантажно-розвантажувальні роботи та захоронення відходів вимагають значних витрат. Використання деревовідходів як палива (без брикетування, гранулювання) дає мізерну економію. Тому відходи подрібнюють і виготовляють паливні пелети, деревинні композити. Крім того необхідно більш раціонально планувати та реалізовувати технологічний процес та намагатися забезпечувати мінімальну кількість відходів. Наприклад, під час токарної обробки деревини частина заготовки використовується для кріплення у верстаті. Тому для зменшення відходів заготовки роблять довшими та виточують не один, а два, три і, навіть, чотири вироби.
Сучасні технології опорядження деревини
Для створення та підкреслення природньої краси виробів з деревини широко використовуються опоряджувальні матеріали, в основі яких є натуральні олії та воски. На відміну від лаків, які створюють плівку на поверхні виробу і надають поверхні деревини штучного, пластикового вигляду.У виробництві олій застосовують переважно лляну та тунгову олії, а також бджолиний та карнаубський воски. Покриття, що отримують за допомогою олій еластичні і в міру тверді. Деревина, покрита олією, дихає завдяки тому, що деревні пори відкриті і всі накоплені пари виходять на зовні. А це дозволяє зберегти верхній шар покриття без видимих дефектів. Якщо ж волога накопичується під лаком, він починає тріскатись і лущитись. Крім того, олія не просто висихає, а полімеризується, тобто відбувається хімічна реакція між молекулами олії і киснем, що міститься у повітрі (реакція окиснення). Висихання олійного покриття завжди починається з верхньої частини шару, який безпосередньо контактує з повітрям, а потім продовжується в глибині покриття. Чим товстішим є нанесений шар, тим більше часу потрібно для проходження реакції окиснення та висихання покриття.Олію рекомендується наносити у якості покриття на екзотичні породи деревини, які містять велику кількість природних олій чи смолу у своїй структурі, або стоїть завдання максимально виділити текстуру деревини.Тунгову олію отримують з горіхів тунгового дерева, яке походить з Китаю, але зараз вирощується і в інших країнах. Вона є блідішою за лляну олію, проте не жовтіє з часом, як лляна олія, і є твердішою за неї після полімеризації.Олія з вмістом воску також захищає деревину від вологи та забруднень, а воски, що входять у склад олії, дозволяють отримати покриття натурального вигляду, яке буде більш м’яке на дотик і матиме виражений матуючий ефект.Карнаубський віск (бразильський віск, пальмовий віск) - віск з листя пальми, що зростає в північно-східних штатах Бразилії.На відміну від бджолиного воску, який вже при + 35°C стає пластичним, а плавиться при +62 ... + 68°С, карнаубський віск - найтвердіший і тугоплавкий. Плавиться в інтервалі від +83 ... + 91°С. Поставляють його зазвичай у вигляді жовтих пластівців. Для більшої зручності і кращої якості нанесення на дерев'яні поверхні, використовують так звані воскові мастики на основі лляної олії.2. Конструкторський етап.
Виконувати за планом проєкту.
Виконати малюнок обраного виробу з врахуванням вимог.
Виконати ескізи деталей обраного виробу. Як наносити розміри тут.
Записати перелік заготовок.
3. Технологічний етап
У таблицю (у плані виконання проєкту) записати технологічні операції та інструменти з обладнанням.
Орієнтовний список технологічних операцій:- розмічання- пиляння- стругання- обпилювання- свердління- шліфування-оздоблення- тонування- опорядження.Для кожного виробу розробляється свій технологічний процес. може бути змінений порядок деяких технологічних операцій. Деякі операції можуть повторюватися.
Згадати про ручну обробку деревини можна на вкладці "7 клас".
4. Заключний етап
Що нового ти дізнався під час виконання проєкту?
Якими термінами ти збагатив свій словниковий запас?
Виконувати за планом проєкту.
Проєкт №1-2. Деталі для пристосувань та інструментів.
Пристосування для майстерні
1. Організаційно-підготовчий етап
Багато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3 Банк ідей



Аналіз банку ідей
2 - відповідає
1 - частково відповідає
0 - не відповідає
Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.4 Інформація до проєкту
Моделі-аналоги виробу
Подібні вироби за призначенням, на основі яких здійснюють розробку власної конструкції виробу, тобто конструювання, називатимемо виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - найбільш розповсюджений метод конструювання. Однак при використанні лише його одного не можна досягнути значних успіхів. Тому бажано поєднувати метод комбінаторики з раніше вивченими методами проектування. Причому ці методи доцільно використовувати для пошуку ідеї, а вже для розробки безпосередньо конструкції та композиції для деталей доцільно застосувати комбінаторику.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Сортовий прокат
На металургійних заводах сталь виготовляють у вигляді злитків. Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування). Готову продукцію називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Різноманіття профілів та розмірів забезпечує здешевлення виробу внаслідок правильного підбору заготовок з необхідним профілем та розмірами. При цьому зменшується кількість відходів та зменшується час на обробку. Під час розробки конструкції виробу слід враховувати розміри прокату.
2. Конструкторський етап
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проеціювання.
Утворене методом проеціювання зображення предмета на площині називають проекцією або виглядом.
V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
W - профільна площина проєціювання, зображають проєкцію вигляду зліва.
H - горизонтальна площина проєціювання, зображають проєкцію вигляду зверху.
Для утворення зображення для креслеників використовують паралельне прямокутне проеціювання.
Конструкція виробу для 8-А класу
Конструкція виробу для 8-Б класу

Конструкція виробу для 8-В класу
3. Технологічний етап
4. Заключний етап
2020-2021 навчальний рік
ІІ семестр
____________
Проєкт№4
Свічник або предмет інтер’єру
Основна технологія: технологія ручної обробки деревини.
Додаткові технології: технологія ручної обробки ТЛМ, технологія обробки фанери, технологія механічної обробки деревини.
1. Організаційно-підготовчий етап
Матеріали для проєкту
Породи деревини, токарство
Токарство– це і технологія обробки деревини, і самостійна галузь художніх ремесел. Сучасні майстри на підприємствах широко використовують цю техніку не лише для виробництва різних форм посуду, що набув переважно декоративного значення, а й у виготовленні жіночих прикрас, дитячих іграшок, сувенірів тощо. Усі ці вироби мають форму обертання.
Такі вироби виготовляються на токарних верстатах. Історія свідчить про те, що перші примітивні моделі токарних верстатів виникли багато тисяч років тому. У результаті економічного, технічного й культурного розвитку суспільства розвивається та вдосконалюється токарний спосіб обробки деревини.
Найчастіше застосовуються два способи точіння: шкрябання та різання.
Під час обробки першим способом поверхня деревини стає шорсткою, для обробки складних форм необхідно мати велику кількість різців, поверхню слід ретельно та довго шліфувати. За виконанням такий спосіб менш продуктивний, проте – простіший у опануванні. Способом шкрябання переважно обробляють тверді листяні породи: бук, клен, ясен, дуб, береза, яблуня, груша, горіх тощо.
Інший спосіб – різання є більш продуктивним, потребує меншу кількість різальних інструментів. Гостра крайка інструменту зрізає тонку стружку з заготовки і поверхня заготовки має гладеньку фактуру. Шліфування мінімальне. Таким способом можна обробляти будь-які породи: тверді листяні (бук, клен, ясен, дуб, береза, яблуня, груша, горіх), м’які листяні (липа, вільха, тополя, осика, верба), хвойні (сосна, ялина, кедр, ялиця, модрина, кипарис).
Поширення токарного виробництва в минулому було пов’язане насамперед із виготовленням дерев’яного точеного посуду. В Україні токарство більш поширене в тих місцевостях, які багаті на деревину: Прикарпаття, Закарпаття, Галичина, Полісся, Буковина. Меншого поширення токарство мало в лісостеповій зоні, адже тут була більша конкуренція з гончарством.
В сучасних умовах токарство поділяють на столярне (деталі табуретів, столів, сходів) та декоративне (сувеніри, декоративні побутові вироби).
2. Конструкторський етап
Комбінування – це метод конструювання, в якому вироби-аналоги поділяють на частини та поєднують окремі частини в єдину конструкцію з метою отримання виробу з покращеними властивостями.
Під час конструювання замінюють деталі у конструкції базового виробу-аналогі (модель-аналог) деталями з інших моделей-аналогів з метою покращення функціональності, безпечності, простоти виготовлення або здешевлення.
При цьому знаходять найбільш вдалий варіант форми деталей виробу, їх конфігурації, розмірів, розташування частин тощо, який реалізують, виготовляючи оригінальний реальний об’єкт. До числа таких операцій належать: перестановки (розміщення) частин або елементів цілого; зміна геометричної форми конструктивних елементів виробу, кількості їх елементів; зміна конструкційного матеріалу, способів з’єднання деталей у конструкцію тощо.
3. Технологічний етап
Інструктаж з охорони праці
Біля верстата та на робочому місці мають знаходитися лише ті інструменти, які необхідні для виконання роботи. Затуплені інструменти утворюють неякісну поверхню заготовки яка потребує додаткового часу на остаточну обробку та збільшують можливість ламання довгої заготовки.
4. Заключний етап
4.1 Економічні розрахунки (Розрахунок вартості конструкційних матеріалів, витратних матеріалів (шліфувальний папір), купованих виробів (кріпильні вироби, тощо).
4.2 Висновки (Відповіді на запитання: Чи вдалося досягти мети проєкту? Чи відповідає виріб вимогам? Які були труднощі під час виготовлення сконструйованого виробу? Що б ти змінив, якщо ще раз виготовляв би виріб?)
Проєкт №3
Стильний аксесуар
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Інформація до проекту
2. Конструкторський етап.
Виконувати за планом проєкту.
Виконати малюнок обраного виробу з врахуванням вимог.
Виконати ескізи деталей обраного виробу. Як наносити розміри тут.
Записати перелік заготовок.
3. Технологічний етап
У таблицю (у плані виконання проєкту) записати технологічні операції та інструменти з обладнанням.
Для кожного виробу розробляється свій технологічний процес. може бути змінений порядок деяких технологічних операцій. Деякі операції можуть повторюватися.
Згадати про ручну обробку деревини можна на вкладці "7 клас".
4. Заключний етап
Що нового ти дізнався під час виконання проєкту?
Якими термінами ти збагатив свій словниковий запас?
І семестр
Правила безпеки та поведінки в шкільній майстерні
Проєкт №2. Пристосування для шкільної майстерні
1. Організаційно-підготовчий етап
Які ще вимоги можна висунути до пристосування? Запишіть їх.
Перелік орієнтовних вимог: технологічність, простота конструкції, економність, ергономічність, безпечність, надійність, екологічність, оригінальність, естетичність…
1.3 Моделі-аналоги виробуДля конструювання виробу слід знайти подібні вироби за призначення – моделі-аналоги. З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів або зображень певного виробу. Банк ідей необхідний для з’ясування недоліків та переваг різних конструкцій, різноманіття конструкцій виробу, матеріалів деталей тощо.
Базова модель – модель-аналог з банку ідей, що найбільше відповідає вимогам та береться за основу для вдосконалення. Для вдосконалення можуть братися окремі деталі з інших моделей-аналогів. При цьому часто змінюють їх форму. Інколи поєднують частини різних пристосувань в одне. Під час конструювання можуть виникнути випадки, коли необхідно замінити конструкційні матеріали, наприклад, деревину чи фанеру на метали або навпаки.

З банку ідей найбільш простою у виготовленні та найбільш дешевою є японська струбцина.


Як відомо, сталь є сплавом заліза з вуглецем або з іншими елементами, причому відсоток вуглецю повинен варіюватися в межах 0,02-2,14. Саме за рахунок вуглецю сплави стають менш пластичними, отримуючи при цьому необхідну жорсткість і міцність.
Від добавок залежить вид і марка сталі та, відповідно, її властивості. Відповідно до них і визначається область застосування. Киснево-конвертерний спосіб - досить актуальний метод виготовлення сталі. За рахунок продуванням киснем в розплавленій масі вигоряють домішки. В основному використовується для отримання вуглецевих сталей. Киснево-конвертерний спосіб у світі вважається найбільш прогресивним через високу продуктивність (300 т. за 45 хвилин). Переваги конвертерного способу: висока продуктивність; компактність і простота пристрою конвертера; низька собівартість сталі.

Вакуумні печі - це один з найефективніших способів отримання сталі з пониженим вмістом газів, неметалічних включень, домішок кольорових металів. Вакуумні печі діляться на індукційні та дугові. У дугових електропечах виготовляють в основному високолеговані, інструментальні, неіржавіючі, підшипникові, жароміцні і жаростійкі сталі. Цей спосіб має два основні види: плавка на шихті з легованих відходів і плавка на вуглецевій шихті. Першим методом виготовляють леговану сталь з відходів машинобудівних заводів. Другим методом виготовляють конструкційні вуглецеві сталі.


Еталонними вважаються інструментальні вуглецеві (1,1-1,4%С) сталі фірми Hitachi, в яких міститься менше шкідливих домішок, що впливають на якість сталі. Такі сталі добре підходять для ріжучих частин ручних інструментів.

Вуглецеві сталі можуть бути конструкційними (виготовлення деталей конструкцій: деталі каркасу парти, деталі огороджень, рамки ножівок тощо) або інструментальними, з яких виготовляють різноманітні інструменти (молотки, свердла, полотна ножівок, мітчики тощо).
Леговані сталі крім вуглецю містять інші метали, які надають їм специфічних властивостей. З легованих конструкційних сталей виготовляють парові баки, турбіни, підшипники, деталі підвищеної міцності тощо.
Леговані
інструментальні сталі застосовують для виготовлення інструментів для
верстатів, що дозволяє обробляти конструкційні матеріали швидше і
якісніше.
Властивості металів
Міцність - властивість, що характеризує стійкість конструкційного матеріалу проти руйнування.
Твердість - здатність матеріалу чинити опір проникненню в нього іншого твердого тіла,
Пружність - властивість матеріалу змінювати свою форму та відновлювати її після припинення дії навантаження.
Пластичність - це здатність металу під дією зовнішньої сили змінювати форму та розміри і зберігати цю форму після припинення дії зовнішньої сили.
Крихкість - властивість металу руйнуватися під дією зовнішніх сил.
Технології отримання матеріалів хімічного походження
Матеріал, який створений людиною і схожий на природний, називають штучним. Хімічною промисловістю виробляються матеріали, які називають синтетичними. До таких матеріалів відносять пластики, гуму, скло. Сталь, метали та сплави отримують теж на основі хімічних реакцій, однак ця технологія виділилась в окрему галузь – металургія.
На чорні метали припадає 70-75 % обсягів конструкційних матеріалів, на пластмаси - 15 %. Важлива роль належить алюмінію.
Хімічна промисловість - найбільш складна за структурою галузь. Тут розрізняються підгалузі: виробництво напівпродуктів (основна хімія, хімія органічного синтезу); базові (полімерних матеріалів, мінеральних добрив); сировинні (гідрохімічні виробництва, нафтохімія, коксохімія, лісохімія тощо); переробні (виробництво фарб, лаків, фармацевтичних виробів, фототоварів, побутових хімікатів та ін.).
_____________
________
___
Проєкт №1. Деталі для пристосувань та інструментів
1. Організаційно-підготовчий етап
Багато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Як правило їж виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.
1.2 Вимоги до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.
Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…
Які ще вимоги можна висунути до пристосування?
1.3 Банк ідей
Аналіз банку ідей
2 - відповідає
1 - частково відповідає
0 - не відповідає
Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.4 Інформація до проєкту
Моделі-аналоги виробу
Подібні вироби за призначенням, на основі яких здійснюють розробку власної конструкції виробу, тобто конструювання, називатимемо виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які необхідні для подальшого використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення.
Метод комбінування
Комбінування (комбінаторика) - найбільш розповсюджений метод конструювання. Однак при використанні лише його одного не можна досягнути значних успіхів. Тому бажано поєднувати метод комбінаторики з раніше вивченими методами проектування. Причому ці методи доцільно використовувати для пошуку ідеї, а вже для розробки безпосередньо конструкції та композиції для деталей доцільно застосувати комбінаторику.
Для того, щоб комбінування була
ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Сортовий прокат
На металургійних заводах сталь виготовляють у вигляді злитків. Потім для
потреб виробництва злитки прокатують на прокатних станах (гаряче
прокатування). Готову продукцію називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Різноманіття профілів та розмірів забезпечує здешевлення виробу внаслідок правильного підбору заготовок з необхідним профілем та розмірами. При цьому зменшується кількість відходів та зменшується час на обробку. Під час розробки конструкції виробу слід враховувати розміри прокату.
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проеціюючими променями називають проеціювання.
Утворене методом проеціювання зображення предмета на площині називають проекцією або виглядом.
V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.
W - профільна площина проєціювання, зображають проєкцію вигляду зліва.
H - горизонтальна площина проєціювання, зображають проєкцію вигляду зверху.
Для утворення зображення для креслеників використовують паралельне прямокутне проеціювання.
Більш детально про проєціювання тут.
2. Конструкторський етап
Конструкція виробу
Кресленики деталей
3. Технологічний етап
4. Заключний етап
2019-2020 навчальний рік
ІІ семестр
Завдання на карантин
1. Пройти навчальне тестування на сайті
https://test.edu.vn.ua
Для цього слід зареєструватися, заповнивши форму. Для того, щоб учитель зміг визначити результати тестування, слід зареєструватися під своїм ім'ям та прізвищем та обрати навчальний заклад зі списку. Запишіть свій логін та пароль.
Справа, у списку класів слід обрати 8 клас, у списку предметів обрати "Трудове навчання" та тест "Технологія обробки сортового прокату. Технологія обробки деревини (тренувальний тест)"
Цей тест можна проходити безліч разів. Після проходження тесту можна подивитися питання та відповіді. Неправильні відповіді підсвічуються червоним кольором.
2. Пройти навчальне тестування на сайті
https://test.edu.vn.ua
Увійти в систему під своїм ім'ям та паролем. Справа, у списку класів слід обрати 8 клас, у списку предметів обрати "Технологія обробки сортового прокату. Технологія обробки деревини (контрольний тест)"
Учитель самостійно перегляне результати навчального та контрольного тестування.
Бажаю успіхів!
Бонусне завдання. На оцінку 10-12 балівВиконати проект у зошиті або в електронному вигляді відповідно до плану. Технологічний етап записати як орієнтовний. Результати сфотографувати або сканувати та надіслати на електронну пошту lerom9@ukr.net
Проект №3
Стильний аксесуар
Аксесуар (фр. accessoire від лат. accessorius — «додатковий») — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки.
Інформація до проекту
І семестр
Правила безпеки та поведінки в шкільній майстерні
_
Технологія обробки сортового прокату
Завантажити теоретичні відомості з технології обробки сортового прокату у форматі docx_________________
________
___
Проект №1. Деталь для пристосування
Банк ідей




Конструювання гайки



Варіант 3

Технологічна картка на виготовлення гайки до лобзика
Завантажити матеріал у форматі docx.
Завантажити матеріал у форматі pdf.




2018-2019 навчальний рік
Проект 4. Свічник









Токарний деревообробний верстат СТД 120М

________________
Параграфи з підручника для 7-го класу з токарної обробки деревини

§ 23. Технологія токарної обробки деревини
§ 24. Фасонне точіння. оздоблення точених виробів
Завантажити підручник у форматі pdf.
_________________________
Банк ідей для ручки для інструмента

Або пройти наступний квест: перейти за посиланням https://test.edu.vn.ua/ , на головній сторінці знайти "Анонімний вхід", справа знайти 8 клас та клікнути, у списку предметів та курсів знайти трудове навчання (знизу) та курс
ТЕХНОЛОГІЯ ВИГОТОВЛЕННЯ ВИРОБІВ ІЗ ДЕРЕВИНИ (СПОСОБОМ ТОКАРНОЇ ОБРОБКИ)
Проект №1 для 8-Б класу
Банк ідей пристосувань для стискання рамки лобзика




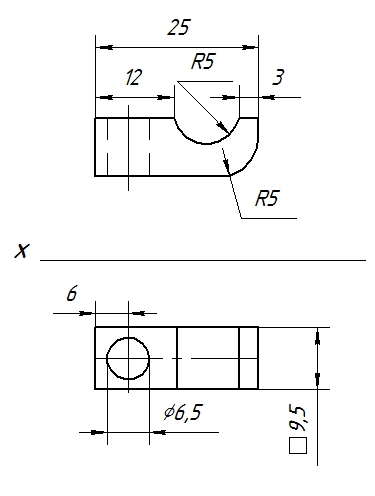



_____________________
Проект №1 для 8-А класу
Гайка для лобзика та пристосувань
Банк ідей
Конструювання гайки
Варіант 3
Технологічна картка на виготовлення гайки до лобзика
Завантажити матеріал у форматі docx.
Завантажити матеріал у форматі pdf.
Теоретичні відомості до технологічного етапу
________________
__________
____
_
2017-2018 навчальний рік
Теоретичні матеріали
Моделі-аналоги виробу
Подібні вироби за призначенням, на основі яких здійснюють розробку
власної конструкції виробу, тобто конструювання, називатимемо
виробами-аналогами або моделями-аналогами.
З моделей-аналогів формують банк
ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які необхідні для подальшого
використання під час конструювання.
Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та
береться за основу для вдосконалення.


Немає коментарів:
Дописати коментар