



І. Організаційно-підготовчий етап
1.1 Планування діяльності
Для реалізації навчального проекту необхідно розбити його на частини та визначити скільки часу необхідно на виконання проекту в цілому та на його частини. Колонку орієнтовний термін заповнюють з конкретною датою. На перший та другий та четвертий етапи можна відвести по одному тижню. Найтриваліший буде технологічний етап.
 Наш проєкт орієнтовно має завершитися в перший тиждень березня.
Наш проєкт орієнтовно має завершитися в перший тиждень березня.
1.2 Обгрунтування проектної діяльності
Запиши обґрунтування проєкту та обери об'єкт проєктування (дивися нижче банк ідей)
Стиль — це сукупність характерних ознак, особливостей, властивих чому-небудь. Стильним може бути масовий виріб. Але більше всього цінуються якісні, саморобні стильні предмети. Оригінальність виробу вказує на смак, творчість та практичні уміння особистості. Значну кількість стильних предметів, в тому числі аксесуарів, можна зробити ручними інструментами з доступних матеріалів.Аксесуар — необов'язковий предмет, супутній до чого-небудь; приналежність до чого-небудь. Може покращити що-небудь.
Отже, з доступного та природнього матеріалу – деревини можна самостійно виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки. Серед знайдених варіантів стильних аксесуарів я обираю ........

Отже, з доступного та природнього матеріалу – деревини можна самостійно виготовити додатковий та оригінальний предмет, який підкреслить ваші певні стильні ознаки. Серед знайдених варіантів стильних аксесуарів я обираю ........
До стильних аксесуарів можна віднести цілий ряд предметів:- ручка для письма- галстук-метелик- футляр для ключів- корпус для флеш пам’яті- кардхолдери (футляр для карток)
Дай відповідь у зошиті. Які ще предмети можна віднести до аксесуарів?
1.3 Критерії (вимоги) до виробу
До майбутнього виробу необхідно висунути ряд вимог, які допоможуть нам його сконструювати, виготовити та оцінити.
Орієнтовний перелік вимог: функціональність, безпечність, зручність, якість виготовлення, естетичність, оригінальність, міцність, технологічність, економність, екологічність тощо
Запиши в зошит систему критеріїв до обраного виробу.
1.4 Банк ідей та його аналіз
Ознайомся із запропонованими зразками обраного виробу. Додай свій зразок (Інтернет, ШІ)Ручка для письма
Галстук-метелик Футляр для ключів
Футляр для ключів Корпус для флеш пам'яті
Корпус для флеш пам'яті



 Кардхолдер (футляр для карток та грошей)
Кардхолдер (футляр для карток та грошей)
Аналіз банку ідей (зразок)


Аналіз банку ідей (зразок)
Банк ідей - це набір зображень подібних виробів, які мають свої особливості форми, конструкції, функціональності тощо, що потрібен для того, щоб побачити різноманіття конструкцій виробу та використати ідеї (особливості) у своєму виробі.
Для аналізу банку ідей слід створити таблицю. В першій колонці записують критерії. В першому рядку - вказують номер варіанта виробу або його зображення. Потім слід оцінити на відповідність кожного варіанта кожному критерію.
Для аналізу банку ідей слід створити таблицю. В першій колонці записують критерії. В першому рядку - вказують номер варіанта виробу або його зображення. Потім слід оцінити на відповідність кожного варіанта кожному критерію.

Якщо варіант виробу відповідає критерію повністю або переважно то оцінюють у 2 бали, якщо відповідає частково, то оцінюють 1 бал, якщо зовсім не відповідає або переважно не відповідає оцінюють 0. Після оцінювання знаходять суму набраних балів. Варіант виробу, який отримає найбільше балів вже найкраще відповідає нашим вимогам. Такий варіант називають - базова модель і береться за основу для конструювання. Якщо якийсь критерій отримав 1 або 0 балів у базовій моделі, то потрібно під час конструювання виправити їх так, щоб критерій отримав кращу оцінку.
Виконай аналіз банку ідей обраного виробу та обери базову модель.


_________________
Заняття 3Запиши у зошит теоретичні відомості та вивчи їх Електроінструменти
- Використовуються для швидкої та якісної роботи.
- Приклади: електродриль, лобзик, шліфувальна машина, фрезерна машина.
- Переваги: економія часу, точність, менше фізичних зусиль.
Сучасні методи обробки матеріалів - Лазерне різання та гравіювання.
- Фрезерування за комп'ютерними моделями.
- 3D-друк для створення додаткових деталей проєкту.
Припуски на обробку деревини - це додатковий шар матеріалу, який залишають для подальшої обробки. Вони необхідні для досягнення точних розмірів після стругання чи шліфування. Зазвичай припуски становлять 1-2 міліметри залежно від виробу та точності обробки.
Технології ручної та механічної обробки деревини Ручна: пиляння, стругання, різьблення, шліфування вручну.
Механічна: робота на верстатах (циркулярна пила, фуганок, токарний верстат), використання електроінструментів.
Ручна обробка дає більше творчих можливостей, механічна — швидкість і точність.
Завдання. Виконати ескіз обраного виробу з врахуванням вимог
Зразки креслеників/ескізів деталей виробуГалстук-метелик
- Використовуються для швидкої та якісної роботи.
- Приклади: електродриль, лобзик, шліфувальна машина, фрезерна машина.
- Переваги: економія часу, точність, менше фізичних зусиль.
- Фрезерування за комп'ютерними моделями.
- 3D-друк для створення додаткових деталей проєкту.
Механічна: робота на верстатах (циркулярна пила, фуганок, токарний верстат), використання електроінструментів.
Ручна обробка дає більше творчих можливостей, механічна — швидкість і точність.

_____Кардхолдер

____Ручка для письма

_____Футляр для ключів (кейхолдер)

______
Корпус для флешки
Корпус для флешки






Завдання 2. Перегляньте відео. Випишіть вади деревини та їх вплив на виріб.


Для створення та підкреслення природньої краси виробів з деревини широко використовуються опоряджувальні матеріали, в основі яких є натуральні олії та воски. На відміну від лаків, які створюють плівку на поверхні виробу і надають поверхні деревини штучного, пластикового вигляду, воски створюють еластичну та тонку плівку.У виробництві олій застосовують переважно лляну та тунгову олії, а також бджолиний та карнаубський воски. Покриття, що отримують за допомогою олій еластичні і в міру тверді. Деревина, покрита олією, дихає завдяки тому, що деревні пори відкриті і всі накоплені пари виходять на зовні. А це дозволяє зберегти верхній шар покриття без видимих дефектів. Якщо ж волога накопичується під лаком, він починає тріскатись і лущитись. Крім того, олія не просто висихає, а полімеризується, тобто відбувається хімічна реакція між молекулами олії і киснем, що міститься у повітрі (реакція окиснення). Висихання олійного покриття завжди починається з верхньої частини шару, який безпосередньо контактує з повітрям, а потім продовжується в глибині покриття. Чим товстішим є нанесений шар, тим більше часу потрібно для проходження реакції окиснення та висихання покриття.Олію рекомендується наносити у якості покриття на екзотичні породи деревини, які містять велику кількість природних олій чи смолу у своїй структурі, або стоїть завдання максимально виділити текстуру деревини.Тунгову олію отримують з горіхів тунгового дерева, яке походить з Китаю, але зараз вирощується і в інших країнах. Вона є блідішою за лляну олію, проте не жовтіє з часом, як лляна олія, і є твердішою за неї після полімеризації.Олія з вмістом воску також захищає деревину від вологи та забруднень, а воски, що входять у склад олії, дозволяють отримати покриття натурального вигляду, яке буде більш м’яке на дотик і матиме виражений матуючий ефект.Карнаубський віск (бразильський віск, пальмовий віск) - віск з листя пальми, що зростає в північно-східних штатах Бразилії.На відміну від бджолиного воску, який вже при + 35°C стає пластичним, а плавиться при +62 ... + 68°С, карнаубський віск - найтвердіший і тугоплавкий. Плавиться в інтервалі від +83 ... + 91°С. Поставляють його зазвичай у вигляді жовтих пластівців. Для більшої зручності і кращої якості нанесення на дерев'яні поверхні, використовують так звані воскові мастики на основі лляної олії або олії з додаванням розчиненого воску.




.jpg)
.jpg)

Тема 2.1 STEAM та соціальні проєкти
STEАM-проєкти – це навчальні проєкти, які поєднують науку (Science), технології (Technology), інженерію (Engineering), мистецтво (Art) та математику (Mathematics). Вони допомагають учням розвивати логіку, творчість і практичні навички через створення власних моделей і пристроїв.
Що це: дослідження природи, законів фізики, хімії, біології, екології.
Мета: навчитися спостерігати, аналізувати та робити висновки.
Приклад: учні створюють фільтр для води і перевіряють чистоту води до та після фільтрації.
2. Technology (Технології)
Що це: застосування сучасних пристроїв і програмного забезпечення для створення чи автоматизації процесів.
Мета: навчитися користуватися технологіями для вирішення практичних завдань.
Приклад: учні програмують простого робота на Arduino, щоб він рухався по заданій траєкторії.
3. Engineering (Інженерія)
Що це: створення конструкцій, механізмів, пристроїв із врахуванням їхньої міцності, стабільності та ефективності.
Мета: розвивати вміння проектувати, моделювати та тестувати свої вироби.
Приклад: учні будують міні-міст із паличок і перевіряють, скільки ваги він витримає.
4. Arts – мистецтво → STEAM
Мета: розвивати креативність, бачення та естетичний смак.
Що це: використання чисел, формул, вимірювань, графіків для планування та аналізу результатів.
Мета: навчитися застосовувати логіку, обчислення та вимірювання для вирішення задач.
Приклад: учні вимірюють кут нахилу катапульти та відстань польоту предмета, роблять таблиці результатів і графіки.
Приклади проєктів:
-
Міні-міст із паличок або конструктора – дослідження міцності конструкцій та навантаження.
-
Електричний ліхтарик – виготовлення простого ланцюга з батарейкою, лампочкою та вимикачем.
-
Робот на базі LEGO або Arduino – простий рухомий робот, який повторює алгоритм руху.
-
Фільтр для води – експеримент зі створення власного фільтра та перевірка чистоти води.
-
Модель вітряка або гідравлічного підйомника – вивчення енергії та механіки.
Соціальні проєкти – це ініціативи, спрямовані на покращення життя людей, громади або довкілля. Вони вирішують певну проблему суспільства або допомагають людям у складних ситуаціях.
-
Корисність для людей або громади – проєкт має реально допомагати або покращувати умови життя.
-
Вирішення конкретної проблеми – наприклад, екологічні, освітні, медичні, культурні.
-
Планування та реалізація – створюється план дій, ресурси та терміни.
-
Спільна робота – часто учасники працюють у команді, взаємодіють із громадою.
-
Організація екологічної акції: збір сміття в парку або на шкільному подвір’ї.
-
Проведення уроків для молодших школярів або друзів із меншими знаннями з предмету.
-
Створення інформаційних плакатів або буклетів про здорове харчування, безпеку чи права дітей.
-
Допомога тваринам у притулку: збір корму, іграшок або власноруч виготовлених будиночків.
__________________

Тема 1. Винахідництво та раціоналізаторство. Вибір об’єкта проєктування. Етапи проєктування. Банк ідей. Критерії. Конструкційний матеріал та його властивості
Винахідництво – це створення чогось нового, чого раніше не існувало. Наприклад, коли людина придумала електричну лампочку чи телефон. Винахід – це новий пристрій, спосіб або технологія, що допомагає людям вирішувати певні проблеми.
Раціоналізаторська діяльність – це вдосконалення вже відомих речей чи процесів, щоб вони працювали краще, швидше, економніше.
Наприклад, коли до велосипеда додали передачі, або в пральній машині зменшили витрати електроенергії.
Технічна задача – це проблема, яку потрібно вирішити, щоб створити новий пристрій, механізм або вдосконалити вже існуючий.
Приклади. Як зробити стілець міцним, але легким? Як зменшити витрати палива в автомобілі? Як виготовити інструмент, щоб ним було зручно користуватися?
Технічне протиріччя – це коли під час розв’язання технічної задачі одна вимога суперечить іншій.
- Телефон. Хочемо, щоб він був маленький і легкий. Але водночас потрібно, щоб у нього був великий екран і потужна батарея.
-
Автомобіль. Має бути швидким і потужним. Але при цьому повинен витрачати мало палива.
- Стіл для навчання. Повинен бути стійким і важким, щоб не хитався. Але з іншого боку – легким, щоб його можна було легко переставити.
-
Лампочка. Потрібно, щоб вона давала яскраве світло. Але при цьому споживала мало електроенергії.
Розв’язуючи технічні задачі, люди придумують винаходи або займаються раціоналізацією. Зручним способом розв'язувати технічні задачі є проєктування.
Основна технологія: ручна обробка сортового прокату.

Тест 2___
1.1 Обґрунтування вибору проектуБагато пристосувань та інструментів мають в складі конструкції декілька деталей. Якими б міцними не були деталі та вироби, з часом окремі з них потребують заміни через зношеність, поламку або модернізацію. Як правило такі деталі є оригінальними і купити їх не має можливості. Тому такі деталі виготовляють самостійно. Часто їх виготовляють із сталевих заготовок певного розміру та форми – сортового прокату. До таких деталей можна віднести баранчикові гайки підвищеної міцності, притискачі до лобзиків підвищеної міцності тощо.1.2 Критерії до виробу
Пристосування та інструменти застосовуються в технологічному процесі для виконання конкретних робіт. Окремі деталі мають те чи інше функціональне призначення. Тому першою вимогою може бути функціональність.Перелік орієнтовних вимог: функціональність, безпечність, технологічність, простота форми, економність, ергономічність, надійність, екологічність, оригінальність, естетичність…Які ще вимоги можна висунути до пристосування?
1.3.1 Банк ідей струбцин
 Аналіз банку ідей (зразок)
Аналіз банку ідей (зразок) 2 - відповідає1 - частково відповідає0 - не відповідає
2 - відповідає1 - частково відповідає0 - не відповідаєВисновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.
1.3.2 Банк ідей баранчикових гайок 1.3.3 Банк ідей пристосувань для стискання ручного лобзика
1.3.3 Банк ідей пристосувань для стискання ручного лобзика
 1.4 Інформація до проєкту.
1.4 Інформація до проєкту.
Інструмент — це технологічне оснащення (знаряддя ), яке в процесі праці безпосередньо стикаються з предметом праці з метою зміни чи контролю його форми, стану, властивостей тощо.
Пристосування - допоміжне обладнання, що використовується з інструментами з метою покращити якісні показники виконання технологічної операції (точність, швидкість виконання, повторюваність, безпечність тощо).Моделі-аналоги виробуПодібні за призначенням вироби називають виробами-аналогами або моделями-аналогами.З моделей-аналогів формують банк ідей.
Банк ідей – це набір моделей-аналогів певного виробу, які використовують для ознайомлення з різноманіттям конструкцій, форм та особливостей виробу, що необхідні для подальшого використання під час конструювання.Базова модель – модель-аналог з банку ідей, який найбільше відповідає вимогам та береться за основу для вдосконалення. Конструкційні металеві матеріали
1.2 Критерії до виробу
Які ще вимоги можна висунути до пристосування?
1.3.1 Банк ідей струбцин


Висновок. Базовою моделлю-аналогом є струбцина №2, яка набрала найбільше балів на відповідність вимогам.
Оскільки технологічності вона відповідає частково, то необхідно вдосконалити її саме за цією характеристикою. В умовах навчальної майстерні важко буде виготовити штангу прямокутного або квадратного перерізу, також важко буде виготовити гвинти з пластинами для обертання.


Інструмент — це технологічне оснащення (знаряддя ), яке в процесі праці безпосередньо стикаються з предметом праці з метою зміни чи контролю його форми, стану, властивостей тощо.
Пристосування - допоміжне обладнання, що використовується з інструментами з метою покращити якісні показники виконання технологічної операції (точність, швидкість виконання, повторюваність, безпечність тощо).
Розвиток сучасних технологій та виробництва значною мірою залежить від використання металів.Метал - це чиста речовина, що має блиск, теплопровідність та електропровідність.Металами є прості речовини більшості хімічних елементів (приблизно 80 % елементів періодичної системи елементів). Найпоширенішим хімічним елементом-металом у земній корі є алюміній.
Метали та їх сплави принципово відрізняються від неметалів тим, що у твердому стані вони мають кристалічну будову. Їхні атоми розміщуються у строго визначеному порядку, утворюючи кристалічну ґратку. Кожен метал має власну кристалічну ґратку.
Незважаючи на велику кількість металів та різноманіття їх властивостей, цього недостатньо для вирішення багатьох технологічних завдань. Тому метали змішують між собою та додають інші речовини, надаючи необхідних властивостей новому конструкційному матеріалу - сплаву або металічному сплаву.
Металевим сплавом називають конструкційний матеріал, в якому поєднані кілька металів або металів з неметалами, в якому зберігаються властивості металів.
Найпоширенішими сплавами є сталі. Більшість металевих предметів виготовлені саме зі сталей.Сталь – це сплав заліза з карбоном, карбону до 2,14%. В сталі в незначній кількості присутні і інші домішки.
Ще одним поширеним сплавом на основі заліза є чавун. Чавун – це сплав заліза з карбоном, карбону від 2,14% до 6,67 %. Крім основних компонентів до складу чавуну входять сірка, кремній (силіцій), фосфор, марганець (манган).
Більшість чавунів переплавляють на сталь, решта - на виготовлення деталей. Чавуни добре заповнюють ливарні форми, тому з них виготовляють деталі складної форми способом лиття.
Спочатку із залізної руди виплавляється чавун в доменних печах, а з нього різними способами (електродуговий, кисневий) виплавляють різні сталі, зменшуючи кількість домішок.




На металургійних заводах сталь виготовляють у вигляді злитків.

Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).

Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.

Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову металеву продукцію різного профілю та розміру, отриману методом прокатування (вальцювання) називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.

2. Конструкторський етапМетод комбінаторики
Комбінування (комбінаторика) - це спосіб отримання нової конструкції виробу з поєднання елементів інших конструкцій, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування (зразок)
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проєціюючими променями називають проєціювання.
Утворене методом проєціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.



 V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.W - профільна площина проєціювання, зображають проєкцію вигляду зліва.H - горизонтальна площина проєціювання, зображають проєкцію вигляду зверху.
V - фронтальна площина проєціювання, зображають проєкцію вигляду спереду.W - профільна площина проєціювання, зображають проєкцію вигляду зліва.H - горизонтальна площина проєціювання, зображають проєкцію вигляду зверху.Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
На металургійних заводах сталь виготовляють у вигляді злитків.

Потім для потреб виробництва злитки прокатують на прокатних станах (гаряче прокатування).

Вальцювання - такий вид обробки металів тиском, коли гаряча чи холодна заготовка силами тертя втягується у проміжок між обертовими валками, які її пластично деформують, таким чином зменшуючи площу поперечного перерізу і збільшуючи довжину.

Вальцювання належить до найпродуктивніших видів обробки завдяки безперервності процесу і великій швидкості руху заготовки між валками. Цим способом обробляють приблизно 90 % виплавленої на металургійних заводах сталі та понад половину кольорових металів і їх сплавів.
Готову металеву продукцію різного профілю та розміру, отриману методом прокатування (вальцювання) називають сортовим прокатом. Форму поперечного перерізу сортового прокату називають профілем. Під час розробки конструкції виробу слід враховувати розміри прокату.

Метод комбінаторики
Комбінування (комбінаторика) - це спосіб отримання нової конструкції виробу з поєднання елементів інших конструкцій, якої раніше не зустрічалося.
Комбінування часто застосовують для розробки конструкції. З цією метою на основі банку ідей виділяють найкращі ідеї (елементи) у виробах та пробують їх поєднати в різних варіантах. З усіх варіантів обирають найкращий.
Для того, щоб комбінування була ефективним необхідно мати набір елементів, якими маємо оперувати. Зручно використовувати таблицю аналізу банку ідей. Для базової моделі додати ті конструктивні елементи, які не відповідають вимогам у базової моделі, з інших моделей-аналогів, що відповідають вимогам.
Міркування щодо вдосконалення струбцини методом комбінування (зразок)
На основі аналізу банку ідей було встановлено, що зразок №2 (японська струбцина) найкраще відповідає вимогам (базова модель). Але вона має недолік, що полягає у проблемності виготовлення квадратних або прямокутних отворів у шкільній майстерні. Просто висвердлити круглий отвір під круглу штангу. Така штанга є в зразку №1 (трубна струбцина). Тому ми беремо круглу штангу з одного виробу і замінюємо штангу у базовій моделі. Вороток для гвинта більш простий у варіанті №3, тому використаємо його також. Таким чином, ми скомбінували найбільш оптимальну для наших умов майстерні та вимог конструкцію виробу, поєднавши елементи з трьох моделей-аналогів.
Результат конструювання. Штангу слід виготовити з круглого прутка, знизу спиляти площину для фіксації гвинтами. Просвердлити круглі отвори в губках дуже просто. Таким чином, ми значно спрощуємо технологію виготовлення деталей. Вороток слід виготовити зі стрижнем, а не плоским. На гвинт слід вкрутити високу гайку-муфту та просвердлити отвір для воротка.
Поняття про проєціювання
В основу побудови зображень на кресленику покладено метод проєціювання. Цей метод нагадує утворення тіні предмета.
Утворення зображення предмета на кресленні уявними проєціюючими променями називають проєціювання.
Утворене методом проєціювання зображення предмета на площині називають проєкцією.
Сторона предмета, яка повернута для спостереження та проєціюється на площину з метою утворення проєкції називають виглядом.




Для утворення зображення для креслеників використовують паралельне прямокутне проєціювання.
Конструкція виробу для 8-В та 8-Г класу

Варіант 1
 ________Варіант 2
________Варіант 2 _________Варіант 3
_________Варіант 3 _________Варіант 4
_________Варіант 4





Конструкція виробу для 8-Г класу



 Варіант 1 (з різзю)
Варіант 1 (з різзю)
 Варіант 2
Варіант 2 Варіант 3
Варіант 3






3. Технологічний етап
Електрифіковані інструменти – це такі інструменти, які працюють від електроенергії (через розетку або акумулятор). Наприклад: електродриль, шліфувальна машина, шурупокрут.
Переваги електрифікованих інструментів над механічними (ручними):- працюють швидше й економлять час;
- потребують менше фізичних зусиль;
- дозволяють виконувати складніші операції (свердління твердих матеріалів, точне різання, шліфування);
- забезпечують вищу продуктивність та якість роботи;
- можуть мати додаткові функції та налаштування (швидкість, режим роботи).
Таким чином, електрифіковані інструменти значно полегшують працю людини й роблять її ефективнішою.
Технологічна операція розмічання та контролюЗаписати у зошит текст, виділений курсивом, зрозуміти вимірювання штангенциркулем.
Розмічання – це технологічна операція, що полягає в нанесенні ліній на поверхню заготовки, що визначають місця обробки.
Об’ємне розмічання – це технологічна операція, що полягає в нанесенні ліній на пов’язані між собою в об’єм площини.
Наприклад, на губці упорній розміщені отвори на різних площинах і центральна (осьова) лінія переходить з однієї площини на іншу. Тобто, отвори мають знаходитися на одній лінії.
Електрифіковані інструменти – це такі інструменти, які працюють від електроенергії (через розетку або акумулятор). Наприклад: електродриль, шліфувальна машина, шурупокрут.
- працюють швидше й економлять час;
- потребують менше фізичних зусиль;
- дозволяють виконувати складніші операції (свердління твердих матеріалів, точне різання, шліфування);
- забезпечують вищу продуктивність та якість роботи;
- можуть мати додаткові функції та налаштування (швидкість, режим роботи).
Таким чином, електрифіковані інструменти значно полегшують працю людини й роблять її ефективнішою.

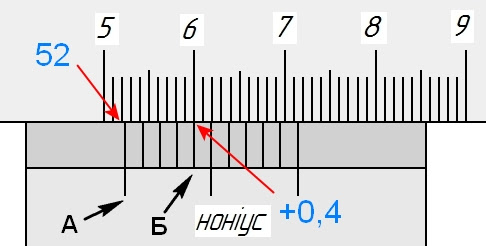
Штангенциркуль ШЦ-І застосовується переважно для вимірювання розмірів з точністю 0,1 мм та окремі його моделі для розмічання. Ноніус - рівномірна шкала, що дозволяє вимірювати з точністю 0,1 мм. Згадаємо як знімають покази.
В першому випадку нульова риска ноніуса співпадає з рискою на штанзі інструменту з 119 мм (11 см + 9 мм), тому розмір становить 119,0 мм. Нульова риска ноніуса знаходиться за поділкою 52 мм (5 см + 2 мм). Четверта риска ноніуса співпадає з рискою на штанзі (неважливо з якою, головне співпадіння), то це становить 0,4 мм. Отже, покази штангенциркуля 52,0+0,4=52,4 мм.
Нульова риска ноніуса знаходиться за поділкою 52 мм (5 см + 2 мм). Четверта риска ноніуса співпадає з рискою на штанзі (неважливо з якою, головне співпадіння), то це становить 0,4 мм. Отже, покази штангенциркуля 52,0+0,4=52,4 мм.
Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою. 

Більш сучасним варіантом штангенциркуля є електронний.Заготовку для розрізування можна розмітити за допомогою лінійки, кутника та креслярки або тонкого маркера. Креслярка призначена для продряпування тонкої риски на металевій поверхні. Голка може бути сталевою або із спеціального твердосплавного матеріалу, що служить значно довше, але боїться падіння та ударів. Для позначення центрів отворів використовують кернер. Його вістря встановлюють на перетин рисок, ставлять вертикально та злегка вдаряють молотком, якщо лунка (керн) розміщена правильно, то наносять ще один, сильніший удар. В керн попадає центр свердла і отвір буде розміщеним там, де потрібно. Існує більш сучасна версія кернера - автоматичний, він працює без молотка - від натискання.

Технологічна операція пиляння
Пиляння - це слюсарна технологічна операція, що полягає в поділу заготовок на частини, відрізування зайвих частин або прорізування вузьких пазів у заготовках за допомогою слюсарної ножівки. Ножівка слюсарна складається з рамки або станка (1), змінного полотна (2), головок (3), ручки (4), баранчикової гайки (5).Сучасні слюсарні ножівки можуть мати різний вигляд та конструкцію.Полотно найчастіше має хвилясте розведення зубчиків, що запобігає застряганню ножівки в прорізі. Найбільш уживана довжина ножівкового полотна 300 мм. Встановлюють полотно зубчиками вперед.
Ножівка слюсарна складається з рамки або станка (1), змінного полотна (2), головок (3), ручки (4), баранчикової гайки (5).Сучасні слюсарні ножівки можуть мати різний вигляд та конструкцію.Полотно найчастіше має хвилясте розведення зубчиків, що запобігає застряганню ножівки в прорізі. Найбільш уживана довжина ножівкового полотна 300 мм. Встановлюють полотно зубчиками вперед.

Правила різання ножівкою
Тримають ножівку двома руками.Правою за рукоятку, лівою за передній край рамки та головку з гайкою. Рухають ножівку плавно, без ривків.Рухаючи вперед слід натискувати на ножівку.Довжина ходу не менше 2/3 довжини полотна з метою запобігання нерівномірному зношуванню зубчиків.Під час різання м'яких сталей виконують в середньому 50 подвійних рухів.
Технологічна операція обпилювання
Обпилювання – це слюсарна технологічна операція, що полягає в знятті незначного шару металу напилками з метою надання необхідних розмірів та форми.
Напилок – це багатолезовий різальний інструмент, що забезпечує високу точність обробки та якість поверхні. Напилок виготовляють з вуглецевої інструментальної сталі, тому він має високу твердість. Ручка буває дерев'яною або пластиковою.Найчастіше застосовують плоский напилок, яким обпилюють поверхні, обробляють опуклі поверхні, знімають фаски, округлюють ребра та ін. Напилки бувають різної форми для обпилювання різних фасонних поверхонь.
Напилок виготовляють з вуглецевої інструментальної сталі, тому він має високу твердість. Ручка буває дерев'яною або пластиковою.Найчастіше застосовують плоский напилок, яким обпилюють поверхні, обробляють опуклі поверхні, знімають фаски, округлюють ребра та ін. Напилки бувають різної форми для обпилювання різних фасонних поверхонь.

Для дрібних робіт використовують маленькі напилки - надфілі.
Напилки поділяють за кількістю зубців на 10 мм довжини на три види. Крупні або драчові (1) мають від 4 до 12 зубців. Їх використовують для відносно швидкого знімання металу, але залишають значні риски на поверхні заготовки.Середні або личкувальні (2), мають від 13 до 24 зубців. Їх використовують для незначного знімання металу та більш точних робіт, часто - після драчових напилків.Оксамитові (бархатні) (3) мають 25 зубців і більше. Вони дають матову поверхню з мінімальними подряпинами та ними можна досягти найбільшої точності.
Спочатку обпилюють напилком з крупною насічкою, коли залишається припуск приблизно 0,1-0,2 мм поверхні обробляють личкувальним напилком для зменшення шорсткості поверхні та більш точного дотримання розмірів.В заготовках із сортового прокату часто зустрічаються площини. Найчастіше при обпилюванні плоских поверхонь виникає дефект випуклості поверхні або її кривизна. Тому площини найкраще обпилювати методом перехресних штрихів. Поверхню обпилюють під кутом ≈30° зліва направо (товста стрілка — напрямок руху напилка) (а), перпендикулярно (б), під кутом ≈30° справа наліво (в). Потім знову перпендикулярно, під кутом зліва направо і так далі.
Після обпилювання площин на одній з них виконують розмічання центра отвору за допомогою розмічального штангенциркуля та кернера.
Технологічна операція свердлінняЧасто вироби з металів мають круглі отвори. Отвори бувають наскрізні та глухі (на певну глибину). Отвори в сортовому прокаті значної товщини (від 4 мм) свердлять найчастіше за допомогою спіральних свердел. Свердло має хвостову та робочі частини.
Отвори в сортовому прокаті значної товщини (від 4 мм) свердлять найчастіше за допомогою спіральних свердел. Свердло має хвостову та робочі частини.
Спіральне свердло має вигляд циліндричного стрижня, робоча частина якого оснащена двома рівцями, виконаними по гвинтовій спіралі, що призначені для утворення різальних елементів та відведення стружки. Кут загострення свердла для обробки сталей становить 118 градусів.
Перед свердлінням виконують розмічання та накернювання центру отвору.Отвори малих діаметрів свердлять одним свердлом. Діаметр свердла зазначений на хвостовій частині (затискається у патроні), або його можна виміряти штангенциркулем.Отвори великих діаметрів, як правило, свердлять двома свердлами для зменшення зусилля під час свердління. Наприклад діаметр 10 мм можна спочатку просвердлити свердлом діаметром 5 або 6 мм, а потім розсвердлити свердлом діаметром 10 мм. Така операція називається розсвердлюванням.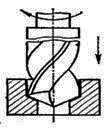 Діаметр отвору під різьбу (діаметр свердла) визначають за таблицями.
Діаметр отвору під різьбу (діаметр свердла) визначають за таблицями.
Нарізують різь мітчиком, який фіксують у воротку. Його ставлять перпендикулярно до площини з отвором та, натискаючи зверху, роблять приблизно 2 оберти за годинниковою стрілкою. В отвір крапають краплю рідкого мастила. Далі мітчик сам вкручується в отвір. Через два оберти мітчик повертають на півоберта назад, щоб зламати стружку. Якщо мітчик провертається зі значним зусиллям, то за годинниковою стрілкою провертають 1 оберт або менше, потім півоберта назад.
Технологічна операція шліфування та полірування
Шліфування - це технологічна операція з усунення незначних нерівностей на поверхні за допомогою абразивних матеріалів.
Перед шліфуванням необхідно поверхню додатково обробити бархатним напилком. Після напилка шліфують поверхні шліфувальною шкуркою із зернистістю приблизно Р120-Р150.
Зернистість — це розмір абразивних частинок (зерна) на шліфувальному папері або крузі.Велика зернистість (наприклад, 40–80) — зерна великі, вони швидко знімають шар металу, але залишають грубі подряпини.Середня зернистість (100–180) — використовується для вирівнювання поверхні.Мала зернистість (240 і більше) — дає гладку поверхню, застосовується для остаточного шліфування перед поліруванням.
Полірування — це процес остаточного оздоблення поверхні металу, під час якого її роблять дуже гладкою і блискучою.При потребі поверхню полірують полірувальними пастами з дуже дрібними абразивами (оксид хрому, оксид алюмінію або алмазний пил). Пастами натирають цупку тканину або шкіру. Підготовленою тканиною (шкірою) натирають поверхню виробу. Полірована поверхня має дзеркальний або злегка матових блиск.


Розмічання паралельних рисок виконують розмічальним штангенциркулем з твердими шубками, притискаючи нерухому губку до рівної крайки сталевого листа та, нахиливши в бік руху, проводять рухомою губкою з зафіксованою рамкою.


Більш сучасним варіантом штангенциркуля є електронний.

Технологічна операція пиляння








Напилки поділяють за кількістю зубців на 10 мм довжини на три види.









4. Заключний етап
Зразок оформлення висновку
Виріб відповідає вимогам. Найважче було контролювати форму та розміри під час обпилювання. При наступному виготовленні подібних виробів я б приділив більшу увагу розмічанню та контролю розмірів.
____________Тема 2. Екотехнології та основи самозарадності
Тема 2.1 STEAM. Творча діяльність
Поняття про STEАM-освіту
STEАM — це абревіатура з англійських слів:S - Science (наука) - дослідження природних явищ, експерименти, аналіз даних. T - Technology (технології) - використання цифрових інструментів, програмування, робототехніка. А -Art (мистецтво) - застосування дизайнерського підходу та прикладного мистецтва E - Engineering (інженерія) - проєктування, конструювання, створення механізмів і систем. M - Mathematics (математика) - розрахунки, логіка, моделювання, статистика.
STEАM-освіта — це підхід до навчання, який поєднує ці галузі в єдину систему. Вона спрямована на розвиток критичного мислення, творчості, навичок вирішення проблем та командної роботи. Ключові особливості: це не окремі предмети, а їх поєднання, проєкти розвивають необхідні навички XXI століття, важлива співпраця, дослідження та практичне застосування знань.
STEAM-проєкт
STEAM-проєкт — це практичне завдання, яке об’єднує знання з кількох предметів для створення реального продукту або вирішення проблеми. Приклад: Створення моделі екологічного будинку.- Наука: дослідження енергозбереження.- Технології: використання цифрових інструментів.- Інженерія: проєктування конструкції.- Математика: розрахунки площ, об’ємів, витрат.- Мистецтво: розробка архітектурного рішення будинку. У STEAM-проєктах часто застосовують технічне моделювання механізмів та конструкцій, елементи робототехніки, екологічну та дизайнерські складові
Технічне моделювання — це процес створення моделей технічних об’єктів (машин, механізмів, конструкцій) для вивчення їх роботи або зовнішнього вигляду.Використовується для навчання принципам роботи пристроїв, перевірки ідей перед створенням реального об’єкта, розвитку просторового мислення.
Робототехніка — це галузь, що займається створенням, програмуванням і використанням роботів.Роботи можуть виконувати складні або небезпечні завдання; допомагати в медицині, промисловості, освіті;- бути частиною STEM-проєктів.
Екологія — наука про взаємодію живих організмів з навколишнім середовищем.Важливо:- розуміти вплив технологій на природу;- створювати екологічно безпечні проєкти;- розвивати культуру сортування, повторного використання, енергозбереження.
Дизайн — це творчий процес створення зовнішнього вигляду об’єктів, що поєднує естетику і функціональність.Види дизайну:- графічний (логотипи, плакати);- промисловий (побутові прилади, меблі);- екологічний (предмети з перероблених матеріалів).
STEAM-проєкти передбачають виконання дослідницької діяльності та роботи з інформацією.Основи дослідницької діяльності Приклад: Проблема — учні часто забувають домашнє завдання. Гіпотеза — якщо створити нагадування в телефоні, кількість забутих завдань зменшиться. Завдання — опитати учнів, протестувати нагадування, порівняти результати.
Приклад: Проблема — учні часто забувають домашнє завдання. Гіпотеза — якщо створити нагадування в телефоні, кількість забутих завдань зменшиться. Завдання — опитати учнів, протестувати нагадування, порівняти результати.
Робота з інформацією
Поради для аналізу:- Перевіряй автора та дату публікації.- Порівнюй інформацію з кількох джерел.- Визначай, чи є джерело надійним (офіційне, наукове, освітнє).
Шаблон STEM-дослідження Тема дослідження:Чітко сформулюйте тему, яку будете досліджувати.Приклад: Вплив пластикових пляшок на довкілля та можливості їх повторного використання.Проблема:Опишіть, яку проблему ви хочете дослідити.Приклад: Велика кількість пластикових відходів забруднює довкілля.Гіпотеза:Ваше припущення щодо вирішення проблеми або очікуваного результату.Приклад: Якщо створити вироби з пластикових пляшок, то кількість сміття зменшиться.Завдання дослідження:Перелічіть конкретні кроки, які потрібно виконати.- Зібрати інформацію про пластикові відходи.- Дослідити способи повторного використання.- Створити прототип виробу з пластику.- Оцінити ефективність і екологічність рішення.Дослідницька діяльність:Опишіть, як саме ви будете досліджувати проблему.- Спостереження (наприклад, кількість пластикових пляшок у школі).- Експеримент (створення виробу).- Опитування (учнів щодо ставлення до переробки).- Аналіз результатів (що вдалося, що можна покращити).Інформація та джерела:Де ви шукатимете інформацію?- Енциклопедії, наукові статті.- Освітні сайти (наприклад, EcoSchool, STEM.org).- Відео з YouTube, документальні фільми.- Інтерв’ю з експертами або вчителями.Пошукова система:Які інструменти використовуєте для пошуку?- Google- Bing- Wikipedia- YouTubeАналіз інформації:Як ви перевіряєте достовірність і корисність даних?- Порівнюєте з кількох джерел.- Перевіряєте автора та дату публікації.- Визначаєте, чи джерело є науковим або офіційним.Висновки:Які результати дослідження? Чи підтвердилася гіпотеза?
Домашнє завдання- Запишіть приклади STEM-проєктів, які можна реалізувати в школі.- Оберіть одну проблему (наприклад, забруднення довкілля) і запропонуйте у зошиті STEM-рішення._____________


Немає коментарів:
Дописати коментар